笔者是焊机爱好者,从20世纪50年代组装矿石收音机开始,从未间断过。1997年开始组装电子管功放,试装了好几种电路,总觉得音质不是很理想,经过不断挑选、改进和装试,总结出如图1的线路图。本人觉得按此图制作的电子管功放音色甜润,音质醇厚,底韵十足,零件经济,调试容易,极易成功,供焊机爱好者参考。
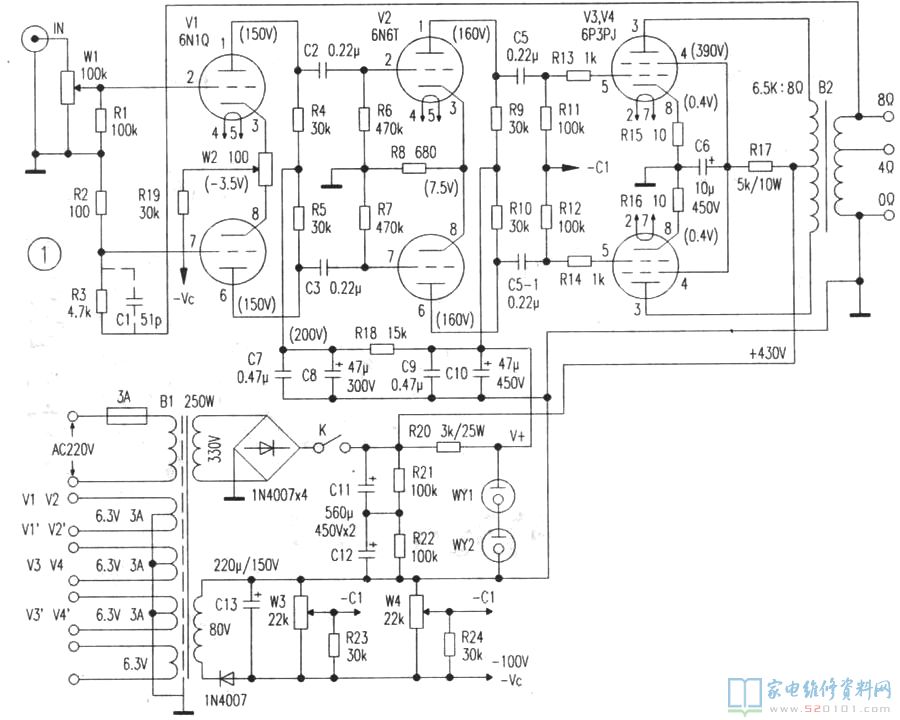
电路由“差分放大”+“屯压推动”+“末级功率放大”组成。整机为全对称放大电路,该机信噪比高,失真小,灵敏度和增益都比较高,音量力度感强,弹性好,功放末级未使用现在常用的三极管和超线性接法,而是传统式接法,为的是保持输出功率充沛,同时为负反馈调整留有足够的空间。
1.电阻除了标注了功率的以外,均选用2W的金属膜电阻。栅漏电阻、屏极负载电阻、阴极电阻在选购时用数字三用表测量其阻值,要求每声道对称且误差尽可能小,最好相等。本人使用的是“大红袍”电阻。
2.耦合电容器选择CBB型,耐压630V,每声道对称且两只电容器容量误差尽可能小。
3.电源变压器自制或购置。本人是自制的,额定功率≥250W。
4.输出变压器自制或购置。本人选用的是永年县金声牌50W推挽输出牛。输入阻抗6.5k,输出阻抗4Ω-8Ω-16Ω,耐压1kV,价格经济,使用效果不俗。
二、安装
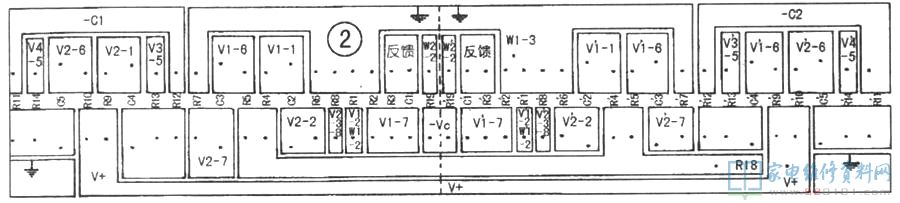
为了制作方便,设计制作了印刷电路板,如图2,读者可仿制,也可采用搭棚焊接。该印板可整块固定在底盘上,也可按虚线居中断开分开固定,以适合不同布局的安装需要。除了印刷电路板上焊接的零件外,整流滤波部分的元器件可以靠近变压器固定后搭棚焊接。接地线采用接地母线与机壳一点接地方式。信号输入线使用外表有绝缘层的屏蔽线,屏蔽线一端接地,另一端空着并处理好,不得产生短路。负反馈引线暂不焊接.留调试时再焊接。
三、调试
1.将W2阻值调整至1/2处。
2.对照图纸,认真复查每个零件、接头是否有错焊、漏焊和虚焊的情况。检查无误后接上假负载或音箱,通电观察,各部无打火、冒烟情况,测量整流输出电压为+430V,稳压部分为+300V,-VC处为-100V。调整W3、W4,使栅负压均为-60V,关机。3.插上全部电子管,预热至电压稳定后,测量W2中点电压在一3.5V左右,测量V2阴极电压在-7.5V左右。调整-C1、-C2电压,使V3、V4管阴极电压为0.4V。如此时两管阴极电压相差较多,可更换误差大的那只管子再试,误差越小越好。
4.将音量电位器开到最大,用耳贴近喇叭,仔细调整W2将喇叭本底噪声调至最小。本机本底噪声极小。
5.接上负反馈引线一头,用另一头搭接一下接头处,若出现啸叫则将输出牛次级的接地线和反馈线互换即可。这时再听喇叭发出的本底噪声,几乎像没有开机一样宁静!
6.音量调至适中位置,调整R3的阻值,你会惊喜发现,音效在调整中变化,细听音质的变化,直到你满意为止。本机反馈电阻可从3k-10k范围内任意挑选,C1可不用。
7.本机装有手动高压延时开关K,延时时间一般20秒钟左右。有嫌麻烦者,可参考其他书籍中介绍的方法,增加自动延时功能。
本机自2003年装配至今,性能稳定,音质可人耐听,有一定动手能力的焊机派人士不妨一试。
网友评论