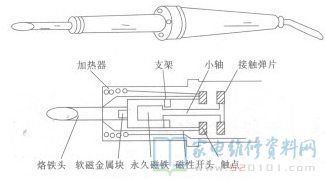
电烙铁是电子爱好者进行业余制作和维修的主要工具之一。它主要由铜制烙铁头和用电热丝绕城的烙铁芯两部分组成。烙铁芯直接接220V市电,用于加热烙铁头,烙铁头则沾上溶化的焊锡焊接电路板上的元件。
从容量上分,电烙铁有20W、25 W、35 W、45 W、75 W、100 W以至500 W等多种规格。爱好者一般使用25 W的内热式电烙铁。
电烙铁初次使用时,首先应给电烙铁头挂锡,以便今后使用沾锡焊接。挂锡的方法很简单,通电之前,先用砂纸或小刀将烙铁头端面清理干净,通电以后,待烙铁头温度升到一定程度时,将焊锡放在烙铁头上溶化,使烙铁头端面挂上一层锡。挂锡后的烙铁头,随时都可以用来焊接。
用电烙铁焊接时,除了必须有焊锡条做焊料、直接用于焊接之外,还应该备有助焊剂。助焊剂顾名思义就是有助于焊接的,它可以清洁焊接物表面和清除溶锡中的杂质,提高焊接质量。常用的助焊剂有松香和焊锡膏(俗称焊油),其中松香时一种腐蚀性很小的天然树脂。焊锡条(又称焊锡丝)里就带有松香,故俗称松香芯焊锡条。焊锡膏也是一种很好的助焊剂,但是其腐蚀性比较强,本身又不是绝缘体,故不宜用于元件的焊接,大多用于面积较大的金属构件的焊接,使用量也不宜过多,焊接完成以后应使用酒精棉球将焊接部位擦干净,防止残留的焊锡膏腐蚀焊点和焊接件,影响产品的质量和寿命。
另外,使用电烙铁是属于强电操作,一定要注意安全用电。任何电烙铁都必须又三个接线端,其中两个与烙铁芯相接,用于连接220V交流电源,另一个与烙铁外壳相连是接地保护端子,用以连接地线,为了安全起见,使用前最好用万用表鉴别一下烙铁芯是否断线或者混线。一般20~30W的电烙铁的烙铁芯电阻为:1500~2500欧姆。
1.焊接前,应将元件的引线截去多余部分后挂锡。若元件表面被氧化不易挂锡,可以使用细砂纸或小刀将引线表面清理干净,用烙铁头沾适量松香芯焊锡给引线挂锡。如果还不能挂上锡,可将元件引线放在松香块上,再用烙铁头轻轻接触引线,同时转动引线,使引线表面都可以均匀挂锡。每根引线的挂锡时间不宜太长,一般以2~3秒为宜,以免烫坏元件内部,特别使给二极管、三极管引脚挂锡时,最好使用金属镊子夹住引线靠管壳的部分,借以传走一部分热量。另外,各种元件的引脚不要截得太短,否则既不利于散热,又不便于焊接。
2.焊接时,把挂好锡得元件引线置于待焊接位置,如印刷板得焊盘孔中或者各种接头、插座和开关得焊片小孔中,用沾有适量锡得烙铁头在焊接部位停留3秒钟左右,待电烙铁拿走后,焊接处形成一个光滑的焊点。为了保证焊接得质量,最好在焊接元件引线得位置事先也挂上锡。焊接时要确保引线位置不变动,否则极易产生虚焊。烙铁头停留得时间不宜过长,过长会烫坏元件,过短会因焊接溶化不充分而造成假焊。
3.焊接完后,要仔细观察焊点形状和外表。焊点应呈半球状且高度略小于半径,不应该太鼓或者太扁,外表应该光滑均匀,没有明显得气孔或凹陷,否则都容易造成虚焊或者假焊。在一个焊点同时焊接几个元件的引线时,更加要应该注意焊点的质量。
网友评论