国内新生产的电冰箱、冰柜等制冷设备所用制冷剂由R600a、R134a代替了原来的R12,并且使用R600a的较多。随着这些环保电冰箱、电冰柜的大量上市,给我们的维修也带来了难题,因为其制冷系统与以前采用R12的电冰箱有很大的不同。笔者在实际维修中总结出了一些实用、可行的方法,下面以R600a制冷系统最常见的泄漏故障为例,以图解方式进行讲述,希望对大家有所帮助。同时,不妥之处也敬请批评指正。
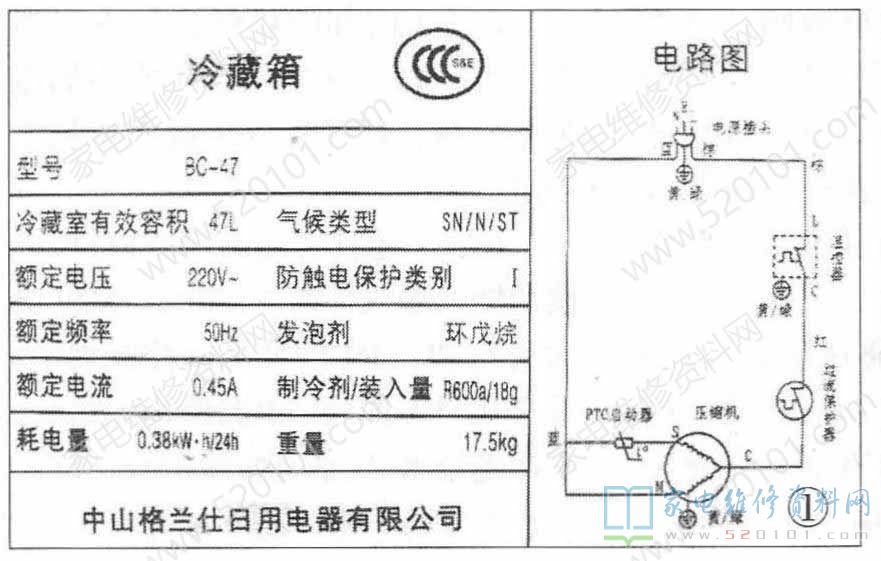
故障现象:一台BC-47型冷藏箱,开机后压缩机运转正常,但冷藏箱制冷效果差,蒸发器上无霜。该冷藏箱铭牌如图1所示。根据故障现象分析,怀疑制冷系统中制冷剂泄漏。将冷藏箱拾到通风处(或开启室内排风机),用毛细管钳将毛细管与千燥过滤器前1cm连接处钳断,如图2所示。

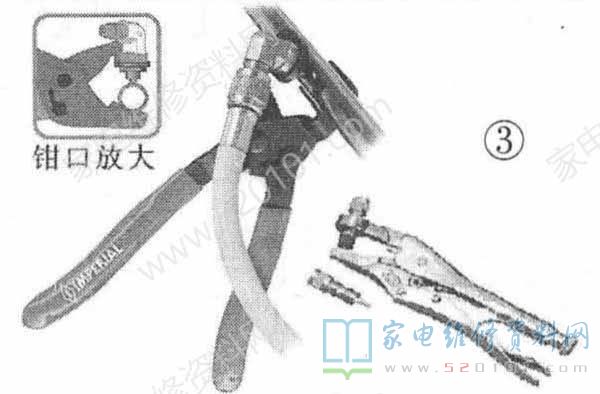
若有“排空钳”工具的,可用排空钳夹在干燥过滤器靠近冷凝管一端,拧针阀刺破千燥过滤器,如图3所示。
剪断毛细管后发现只有少量的制冷剂排出,这说明该冷藏箱制冷效果差是由于制冷剂泄漏造成的。对于泄漏故障的处理,按照下述步骤操作:
1.排净制冷剂
将毛细管管口用封口钳封住(采用排空钳刺破的不用封住),启动压缩机5分钟左右再关闭,轻轻晃动压缩机,使溶解在压缩机润滑油中的R600a制冷剂尽可能地从干燥过滤器处排净。暂停3分钟后继续通电运行,重复上述操作二三次。
2.焊接针阀
排干净制冷剂后就可以大胆焊接了。割开压缩机工艺口,焊上针阀,如图4、图5所示。注意:在焊接之前要用铁板等物将焊接的地方隔开,以免火焰损坏其他部件;并旋转针阀螺帽将阀芯拧出,以防止焊接时将阀芯损坏,待焊接完成并冷却后,再将阀芯装回去。

3.打压、检漏、补漏
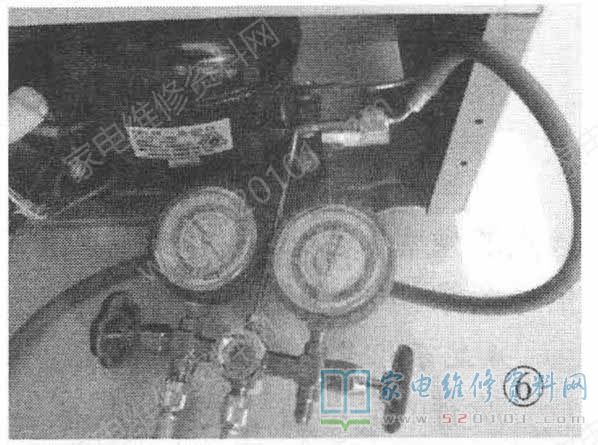
重新焊接好毛细管(用排空钳放气的要封,上针眼,有条件的话,最好换上新的干燥过滤器),连接好修理阀,如图6所示,然后向系统内充人0.8MPa的高纯氮气,进行管路清洁与检漏,如图7所示。

实修时发现蒸发器回气管与压缩机的吸气口连接处由于助焊剂过多而腐蚀生锈,怀疑此处泄漏,用肥皂泡涂在该部位检查,确认铝管与铜管连接处泄漏,如图8所示。

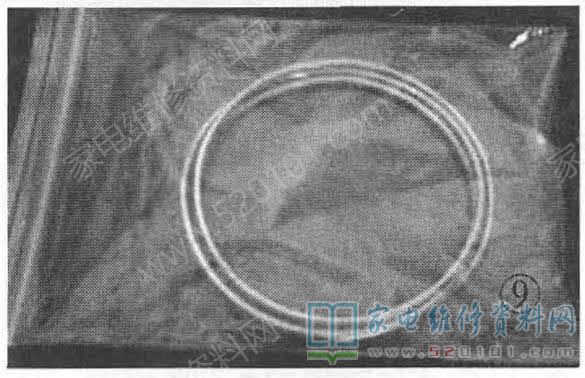
接下来重新焊铝管与铜管的连接处,选用新型焊条(铜铝芯焊丝)来焊接,如图9所示。
4.抽真空
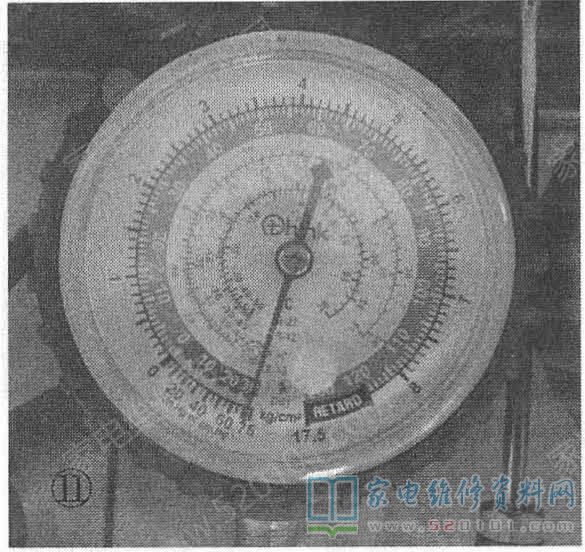
再次用肥皂水检查确认无泄漏后,进行抽真空操作。连上真空泵,如图10所示,开启真空泵,直到真空压强为-0.1MPa即可,如图11所示。

5.充注制冷剂
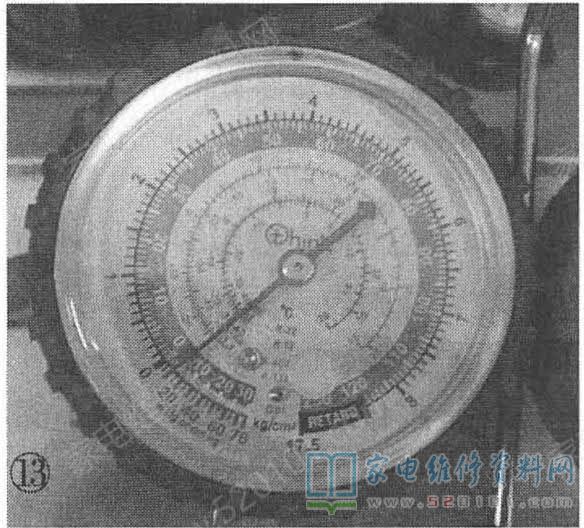
常用两种方法,第一种是定量充注法,根据电冰箱的铭牌标注量进行充注,如图12所示,这种方法最准确,但需要电子秤;第二种方法是经验法,根据电冰箱的结霜情况结合压力进行充注,但这种方法不好把握,主要靠经验,并且要注意,这种系统充注压力是负压,如图13所示。

6.试机与封口
完成充注制冷剂后,若制冷正常,即可封口。由于R600a是易燃易爆的制冷剂,这一点也是不同于R12的地方,所以封口要求相对严格,常见有以下四种方法:方法1:直接用针阀封口,即先将连接管快速拧下,并随即将螺帽拧紧,如图14所示,这种方法安全方便,但要用去一个针阀。

方法2:焊接封口,这种方法有-定的危险性,但很经济。此方法一定要在停机状态下进行先用封口钳夹扁压缩机工艺管所连的铜管,再用割刀将多出的管割断,在无制冷剂泄漏的情况下进行焊接,如图15所示。

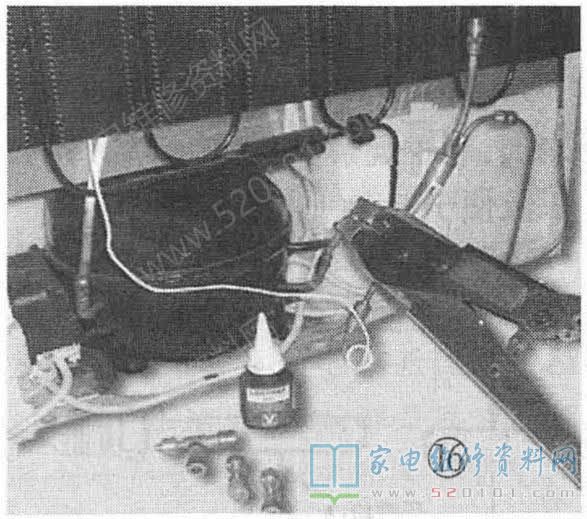
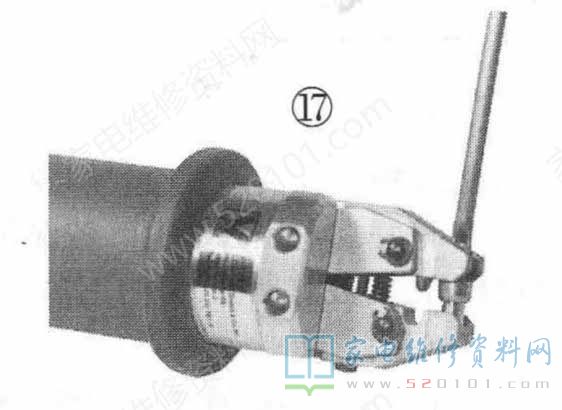
方法3:采用洛克环堵头封口。在开机状态下,先用封口钳夹紧压缩机的工艺管,用割力将多出的管割断,再用砂纸打磨该管口,在管口处滴加专用密封液,并套上工艺管堵头,旋转堵头,使密封液分布均匀,接着使用洛克环压接钳逐渐将堵头压到位,如图16所示。压接时应用力并保证其平衡,且不能晃动,以免造成压接不良等情况,如图17所示。压接完成后,可用肥皂水对封口处进行检漏操作。这种方法是最专业、安全的,需要密封液、工艺管堵头、洛克环压接钳等,但一一般人没有这种专业工具,加之该方法不是很经济,所以很少人用。
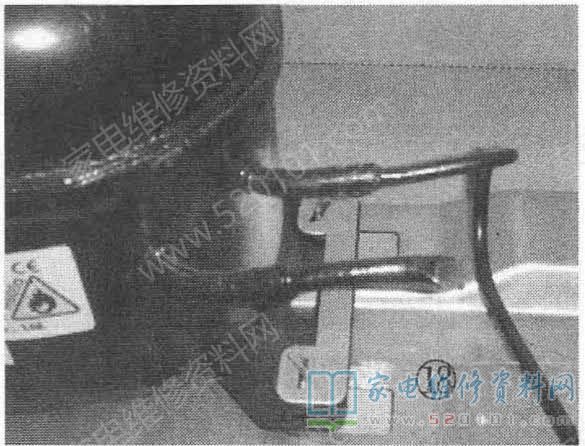
方法4:用封口钳将管口压扁封住,如图18所示,部分厂家采用这种方法。
笔者推荐使用第一种封口方法,方便快捷、经济实用、安全,便于下次维修用。
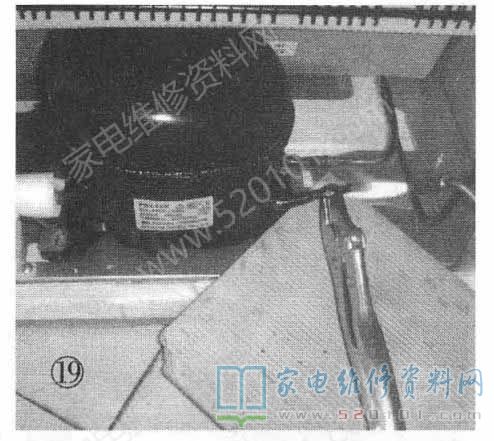
在许多书刊中都只介绍了用,上述“方法3”来封口,并提醒“切忌使用明火”来封口。笔者认为这种说法不妥,笔者就是用“方法2”来封口的,如图19所示。由于上述“方法3”不是很经济,所以很少人用,就连很多售后服务部都未采用。
笔者认为,只要没有泄漏,保证通风安全,是完全可以用气焊封口的。对于R600a制冷系统的焊接、封口也不用特别紧张,焊接管路时要将制冷剂尽量排放干净,假设真的没有全部排完R600a气体,焊接中会发出“噗”的一声。气焊封口应在停机状态下进行,将管口尽量封严(用钳口最前端,并且钳口调到最小,这样才能夹紧封严)。由于系统内压力高,如果焊点处有泄漏,焊接时管口处会有小的火苗,这时应停止焊接,重新夹封再焊接。简而言之,气焊封口的注意事项是:通风安全,排完焊接,钳死封口。
另外,在实际维修中,应在R600a、R134a、R12制冷系统的维修工具上进行标注,并分开独立使用,不可混用。
网友评论