每年春夏之交以及夏季是冷柜管路最容易泄漏冷媒的季节,多是由于之前停机放置时间较长或者这些季节湿度大导致。目前大部分冷柜的蒸发器管路基本采用铝管或者铁管制造,气密性、耐用性相对没有紫铜管高,所以腐蚀、泄漏几率变大。笔者结合近些年维修冷柜的情况(尤其内漏问题)撰稿供大家学习参考。为了避免给某些品牌机带来一些因维修原因导致的影响,此处不再出现品牌、厂家的具体名称,以通用产品的特点进行剖析。同时为了让文章更好地呈现管路内部结构等,笔者花费了大量的时间进行三维图的绘制,力求表达更直观、易懂。
一、冷柜的结构介绍
冷柜一般分为冷冻柜与冷藏柜,冷冻柜能达到的箱内温度一般为-18°C-0°C, 而冷藏柜温度是0°C~10°C。冷冻柜更多用于存放肉类、雪糕等,而冷藏柜一般用于汽水冷饮 、牛奶保鲜等的产品。冷柜还分为卧式冷柜和立式冷柜以及酒店厨房专用的冷柜。本文主要以卧式冷柜为例进行介绍,如图1所示。
1、冷柜外壳
目前基本采用厚0.3mm~0.8mm彩钢板弯制的居多,而酒店用的冷柜由于湿度大而且基于卫生角度更多采用厚0.3mm~1.2mm不锈钢板制作的。两者不同材料导致其产品耐用性有着明显区别,彩钢板的虽然通过表面喷涂处理但是仍然存在容易腐蚀、生锈的问题,所以导致现在很多冷柜出现外壳生锈损坏现象,不锈钢材质的价格比较高但其耐用性较好。
2.冷柜内胆
基本采用印(压)花铝板或者不锈钢制造而成。采用印花铝板的不建议往冷柜内灌水通过冷却水来间接给汽水等快速降温,这样很容易导致印花铝板穿孔(印花铝板材质较薄,受力变形大,容易穿孔),而采用不锈钢内胆的由于材料强度较高、气密性也较好,通过灌水间接冷却方式给饮料降温问题不大。
3.冷柜保温
冷柜实现冷热的隔离,需要通过保温层来实现,保温层采用AB料发泡而成,一般厚度在30mm~80mm为常见,冷藏柜使用相对比较薄的,而冷冻柜则用较厚的,以确保保温性能和节能效果。
二、冷柜制冷系统介绍
1.门防露管
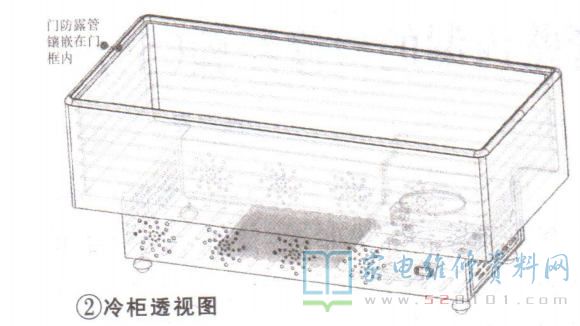
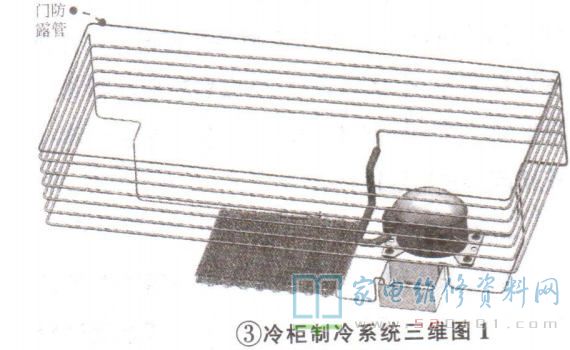
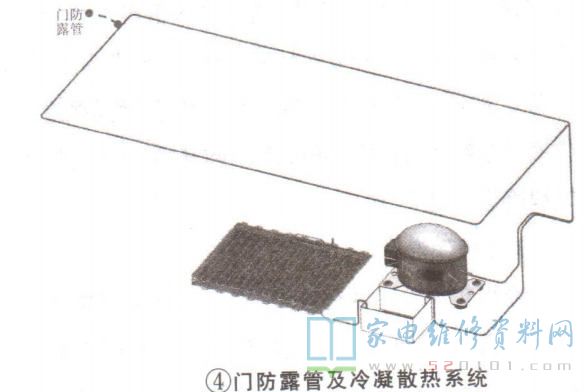
为了防止门边因冷热温差导致凝露问题,大部分品牌的冷柜都在门上部四周把压缩机排气管排出的高温高压气态冷媒绕了门周边一圈,如图2~图4所示,这样通过热量作用就能避免结露水,以及时间长腐蚀及难以打开(移动)上盖的问题。门防露管材质目前大部分厂家都是使用铁管,直径为4mm居多。门防露管也是冷柜内漏的重灾区,在维修中比较常见。
2.冷凝系统
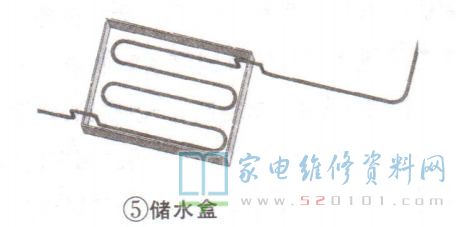
以冷柜为例,其冷凝散热系统主要通过两部分完成:一部分是压缩机排出的高温高压制冷剂气态冷媒先进入到门框四周作为防露管,然后接到储水盒,如图5所示,冷藏用途时该储水盒用于接融霜水以及通过融霜水进一步给高温高压气态冷媒降温冷凝,同时由于水受到高温也容易蒸发,因此,基本不用人为倒融霜水;另一部分从储水盒出来的管路连接到双排的钢丝网式冷凝器,如图6所示,与空气进行自然热交换,使高温高压气态冷媒冷凝为中温高压液态冷媒。

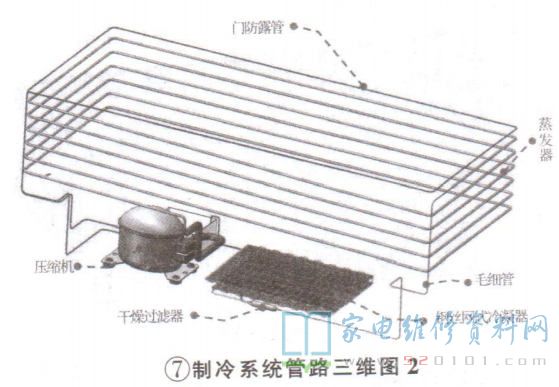
如图7所示,从冷凝器出来的中温高压液态冷媒进入到干燥过滤器后,吸收水分、过滤杂质再进入毛细管节流降压,然后连接到蒸发器中,利用冷媒吸收箱内的热量使其气化蒸发从而形成制冷。目前蒸发器管路大部分厂家使用“铝管”,也有使用“铁管”的,直径一般是6mm~10mm居多。蒸发器泄漏是目前冷柜中常见的通病。
三、冷柜制冷系统管路内漏检修方法
1.冷柜制冷系统管路内漏后的现象
如果冷柜管路内漏一般都会出现制冷效果越来越差,压缩机排气管不烫,回气管不凉,运行电流变小,箱内冷媒流动声音微弱或者没有。
2.制冷系统管路内漏的检修方法
冷柜蒸发器管路内漏修复相对比较麻烦,由于目前的冷柜大部分都是使用R600a冷媒,而该冷媒在机子运行时其低压侧为负压,所以一旦蒸发器管路有泄漏点就会把水气吸入到管路内,这样维修过程中就算蒸发器修复也很容易导致系统冰堵的产生,究其原因主要是系统管路内进入了湿空气、水分,制冷时蒸发器的低温就会使其与毛细管接头处遇冷形成冰堵,造成时而制冷时而不制冷的情况。而常规的维修很难一次 性排除内部的水气,所以目前很多同行遇到蒸发器泄漏的机子-般都不修,因为检修难度较大,修复时间也长,而且还没有把握一次性修 复的成功率。
在补漏管路或者重新盘制蒸发器后,笔者结合维修冰堵冷柜的经验谈谈自己的维修思路与方法。
(1)管路吹洗法
遇到冰堵的冷柜,需要先对整个制冷系统管路使用干燥氮气进行吹洗,确保管路内部的水气基本排干净。
(2)高温煮压缩机法
也许有同行还是第一次听到这种说法, 其实煮压缩机法就是把压缩机拆下来,将其放置在煤气灶或者电炉上进行加热,使其冷冻油、机壳内部的水分通过加热变成蒸汽从吸气口、维修口冒出,这样就能比较彻底地把内部水分从液态变成气态,实现排除压缩机水分的方法。
(3)抽真空及辅助加热法
抽真空以及对冷凝器过滤 器等器件加热,使其水的沸点变低,这样也能排除一些有 水分但比较轻微冰堵的冷柜。
(4)过滤器吸湿法
主要是通过在系统中接入一个体积比较大、分子筛比较多的干燥过滤器,利用冷媒循环时进行吸收水分,这种方法需要比较长的时间才能有良好的效果,急修不太适合。
提示:目前有些维修师傅在维修冰堵的冷柜时,采用给系统内注入甲醇的方法,效果是有,但是因其腐蚀性强,很容易导致压缩机线圈漏电,损坏压缩机,作为一名合格维修人员应该禁用此法。
四、冷柜制冷系统管路内漏的检修实例
例1:一台1.8m长的冷藏柜,用于售卖汽水饮品,制冷效果越来越差。上门检修,压缩机仍然在运转,摸排气管温,回气管不凉,听蒸发器内管路还有微弱的冷媒流动声音,正常应该是比较强烈而且流速比较快的,测量压缩机电流明显比正常的运行电流小,初步判断该机是冷媒泄漏。
检查外部的各管路焊接口冷凝器、干燥过滤器等,没有发现油迹,初步判断外部泄漏可能性不大。征得用户同意,停机后割开工艺管,基本没有冷媒喷出,确定是漏,但究竟是哪侧泄漏呢?
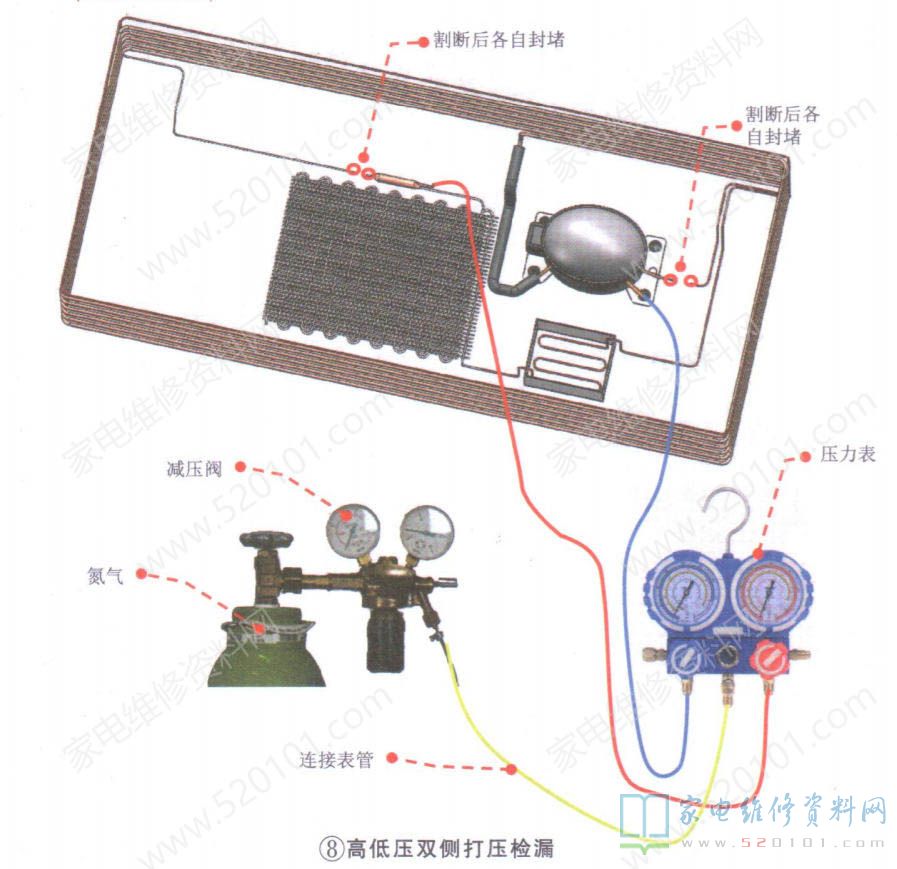
为了提高检漏速度,采用高低压双侧打压法,把高压侧毛细管与干燥过滤器处割断并封堵,排气口管路割断并封堵,如图8所示,低压侧打氮气压力为0.8MPa,高压侧打氮气为1.2MPa,使用肥皂水对外露部分的干燥过滤器、冷凝器、储水盒管路、焊口检查,均没有发现泄漏点。观察30分钟后发现高压侧压力已逐渐下降,说明是高压侧门防露管泄漏所致。
门防露管泄漏按理要开顶盖、挖保温发泡层,找到管路泄漏点进行补漏处理,但考虑该机使用已有一定年限,周边钣金材料以及顶盖塑料压边都有老化、变形,如果强行撬开可能会导致压边损坏及门密封不严的现象。征得用户同意,采用非破坏的手法进行修复,就是把门防露管直接去掉不用,将压缩机排气口接储水盒的管路入口,如图9所示,这样检修便捷而且不破坏箱体结构,但是用户每隔一段时间要用毛巾把门边的水珠擦干(由于没有门防露管冷热温差肯定会导致门边处有凝露现象)。

虽然该方案处理不够完美,但能减轻用户维修成本,提高检修效率,不破坏原有结构已经是比较好的选择。而且目前市面上还是有一部分的冷柜压根就没有设置门防露管。
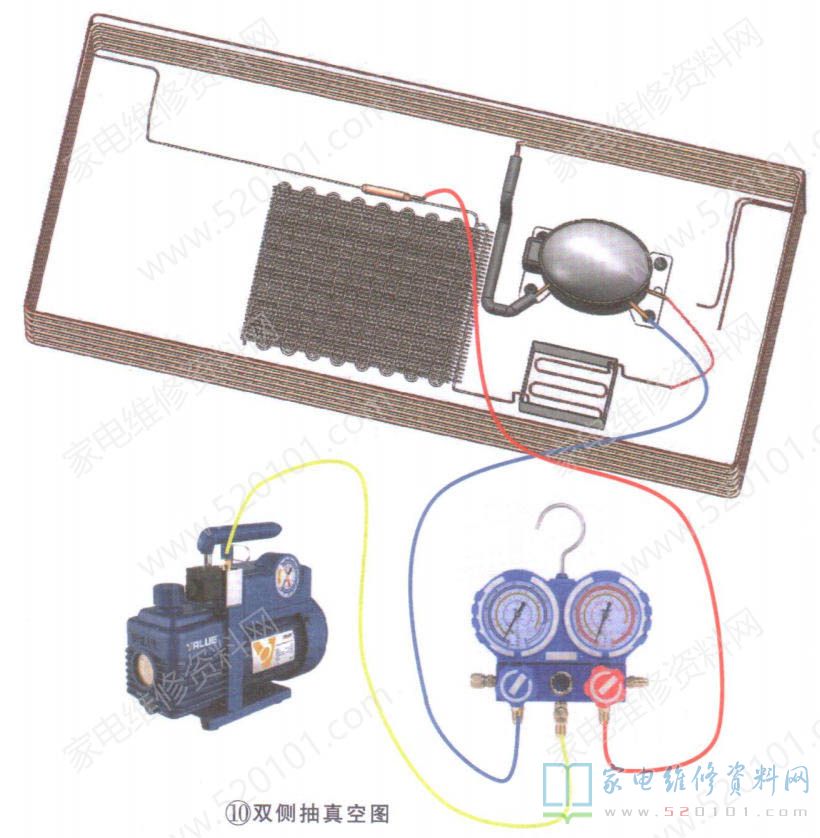
由于是门防露管泄漏而且该管属于高压部分,管路进入水气的可能性不大,所以维修时直接采用抽真空和对辅助器件管路 加热方法就可以。为了抽真空更彻底建议采用双侧抽空法,接管如图10所示。关于抽真空时间要结合冷柜体积,管路长短、粗细等综合判断,建议50分钟以上,这样可确保其真空度,利于冷柜的良好运作与制冷性能。
在实际检修过程中有些师傅为了图省事,往往采用自身压缩机进行抽真空,但是因制冷效果差、返工的几率还是比较高的。利用自身压缩机抽真空高压侧一般难以达到真空度要求,大部分师傅在抽真空基础上再充入部分冷媒来作排空补充,尽量减低系统的空气含量,作为应急使用可以,但是,如果是低温冷柜,运行一段时间还是有可能发生冰堵现象,而且冷媒排空有-定危险性,R600a属于易燃冷媒。
抽真空完毕后关闭压力表的高低压阀门,保真空5分钟,压力没有回弹说明系统没有泄漏。在充注冷媒时,建议查看铭牌信息,依据标准充注量采用定量充注法进行加注,这样能确保稳定的冷媒循环量而且可节约大量的调试冷媒量的环节 ,提高检修质量与效率。
例2:一台2.0m长的冷冻柜,用于肉类低温存储,不制冷。上门检修,发现柜体内璧基本没霜层了,箱内温度越来越高,拆开压缩机腔盖板,发现压缩机仍然在运转,手摸排气管不热,回气管不凉,仔细听箱内几乎没有冷媒流动的“丝丝“声,测量压缩机电流仅为1.4A,而铭牌标注是2.3A,初步估计是冷媒泄漏所致。
为了进一步确诊是否为冷媒泄漏,征得用户同意,用割刀割开维修工艺管,没有发现冷媒喷出,说明内部已经没有冷媒,确定是漏。
到底是哪里漏?为了快速判断,和上例一样,采用高低压侧分段打压方式通过肥皂水检漏,在压缩机腔外露部分没有发现泄漏点,经过十多分钟后发现低压侧压力表由原来的氮气压力0.8MPa变为0.73MPa,说明是低压侧蒸发器泄漏,而且漏点比较大。用户不同意挖内壳查找漏点的维修方案,因此使用人工盘制蒸发器来取代内部蒸发器的做法,其效果如图11所示,具体做法如下:
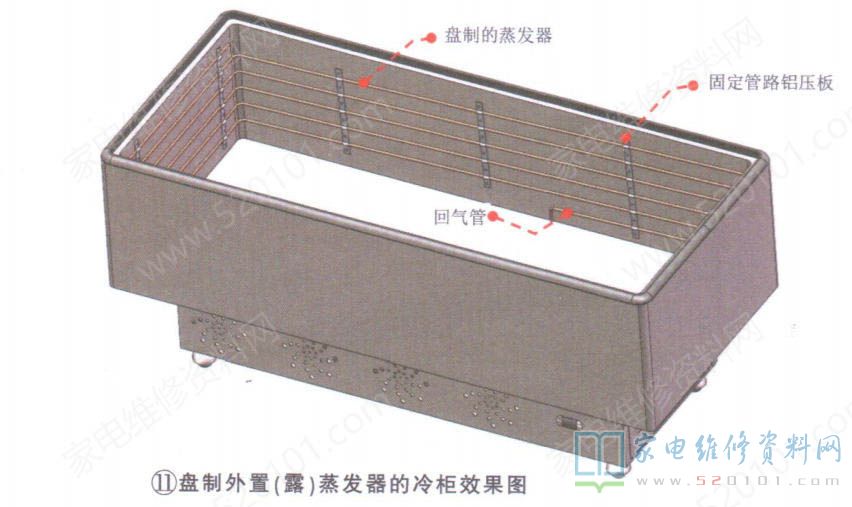
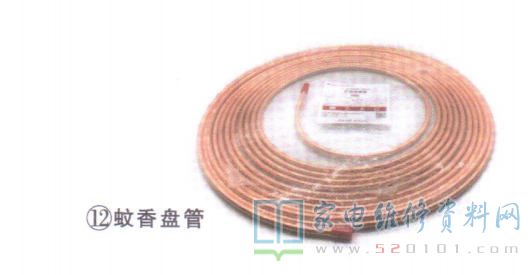
(1)制作蒸发器建议使用6mm~中16mm紫铜管,依据箱体大小、实际需要的冷量以及要达到的温度来确定管径。本例中使用的直径是中8mm,壁厚0.4mm的蚊香紫铜管,如图12所示。一盘12m(有些厂家是15m),本柜使用了约32m,接近3盘。
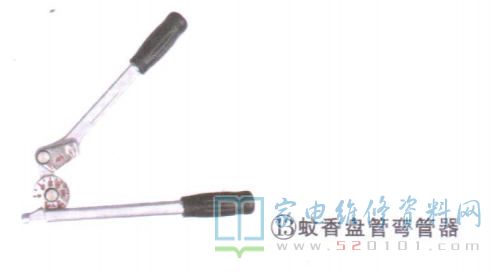
(2)测量内腔尺寸,使用弯管器对紫铜管进行弯制,制作过程中尺寸须量准,而且弯管时不要弯折、弯扁管路,否则影响制冷效果。弯管器样式如图13所示,由于品牌比较多,款式略有差异,请读者自行选择,此处不在赘述。
(3)在箱体底部打穿两个孔,一个是穿毛细管的另一个是穿回气管的,如图11所示,本例中毛细管选择外径为中2.5mm,长度为2.1m 低温用。
(4)把压缩机取下,放在煤气灶或者电炉中加热,使其内部水分受到高温气化蒸发排除内部水分,待温度降低后安装在压缩机腔,并固定机脚。
(5)把氮气调节至0.4MPa~0.5MPa,对原高压侧管路进行吹污,刚盘制的蒸发器也要吹洗。
(6)对盘制的蒸发器,紫铜管使用铝板打钉固定,使其尽量紧贴箱体内胆的金属,以提高其换热面积和制冷效果。
(7)在充氮保护下换用全新的干燥过滤器、毛细管,并焊接好排气管、回气管等各管路与接口。
(8)对系统打入0.8MPa氮气检漏,确认无漏后泄放氮气,抽真空1小时,保真空5分钟合格后,依据冷柜铭牌注入定量的冷媒,即可完成冷柜的修复。
网友评论