无论社会维修还是售后网点,目前对冷柜内漏后的处理,均采用在内壁板上盘绕钢管或铝管的方法。这种维修,不美观,也不适用,更为日后的使用、清洁增添了不少麻烦。笔者为改变冷柜内漏后,在内胆壁上盘管的一贯方法,倾力打造出一套全新的冷柜内漏发生后的维修新工艺,获得了用户及所有见到了内藏式盘管新工艺者的满口夸赞。现将此种内藏式盘管新工艺及新方法介绍于下。
一、维修工具及备用材料
铁榔头一把、电工刀一把、裁纸刀一把、10英寸平口及十字改锥各一把、大剪刀一把、橡皮榔头一把、钢丝钳一把、1m长钢板尺一把,铁板画针一根 、50mmx长600mm圆木棍一根(也可用拖把把代替)手电钻一把、3mm钻头若干支、4mm钻头一支、钢冲一支(也可用中号水泥钉代替)、彩花铝板一块(尽量与原冷柜花纹相同,尺寸视冷柜大小而定, 一般为600mmx1500mm为适)、40mmx20mm不锈钢圆头自攻螺丝150只、40mmx40mm圆头不锈钢自攻螺丝10只、玻璃胶一瓶、制冷维修工具一套、2mmx30mm铝压条一根(其总长度视冷柜大小而定, 一般为2m~3m)。
二、操作步骤及工艺
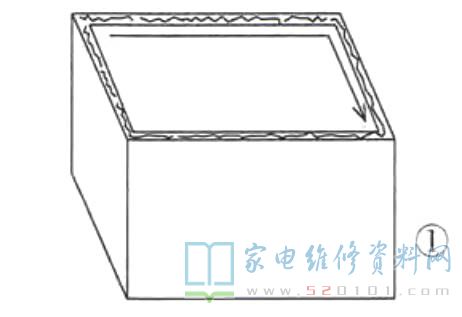
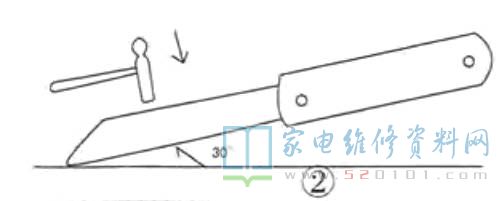
1.用钢板尺在柜口内壁往下30mm-50mm处沿四周画一道直线,如图1箭头指向,接着再从冷柜底部向上30-50毫米处同样沿内胆四周画一圈与上部直线平行的直线,然后将冷柜内的四角均画好竖着的直线。随后用电工刀尖刃部压着所画直线的某点作为起切点,用铁榔头轻轻敲打刃背(见图2),此时一定要注意好电工刀的倾斜度与所切直线夹角成30°左右为宜,这样切缝才能整齐美观。同时电工刀的裁切深度,以切开内胆铝板为准,不可过深,以免切到蒸发管道上,损坏刀刃。所有画线被切开后,用钢丝钳夹住某一点用劲将内胆铝板分别取下,用橡皮榔头轻轻敲打整平待用。如果冷柜内部有台阶的,应在每块内胆铝板上作好记号,以使回贴时不致弄错方位,切记!
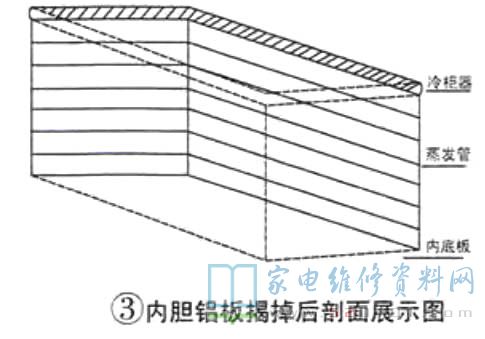
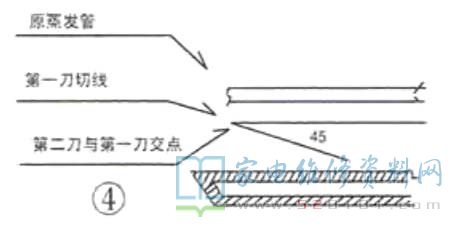
2.内胆铝板取下后,半埋在注塑层中的蒸发管已暴露眼前,见图3,接着用裁纸刀沿着原制冷管下部10毫米处的保温层裁切掉,裁切方法是第-刀应与制冷管平行切下,其深度应控制在10mm~12mm,第二刀与第一刀的裁切线内夹角成45°(见图4),这样裁切线内的保温材料就会掉下,形成浅槽,以便待换新管的放置(切记:第二刀裁切后新槽切不可深于10mm,否则新管放于槽内后会低于原蒸发管,严重影响冷柜维修后的制冷效果,万一某一段裁切深了,可用泡沫块垫一下)。待所有布管槽开好后,将开槽落下的泡沫屑清扫干净。
3.将新管头从原制冷回管边冲孔后伸出至压缩机侧,如原回管边不方便新管伸出,也可视情况选择有利于新管与压缩机连接的区域打孔穿管,当新管头穿至相应位置后,应在机仓内进行固定(并不是焊接到压缩机上),以免影响在冷柜内盘新管时的精确尺寸。柜内盘管时,可用弯管器像盘明管那样绕置,也可弃弯管器于一边,而用双手直接顺所开的管槽压下,效果和速度远好于和快于弯管器操作。细心的读者可能会问:沿内壁四周压下的新管,其槽深不超10mm,岂能不掉下来?其实现场实际操作远非想像的那么复杂。只要开新管槽的操作工艺到位,新盘管非但不会掉下来,而且还非常稳固,关键技术是四只内角处开槽的功夫及弯管技术要达到原蒸发管所弯的弧度及深度。当所有新管盘绕到柜口毛细管接头处时,新盘管的长度应该而且绝对与原制冷管总长度相等。
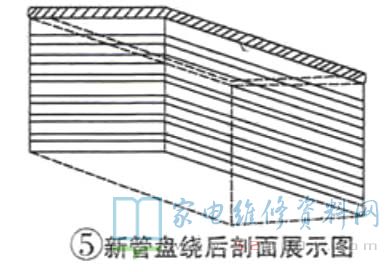
4.将原毛细管 从旧蒸发管内拔出后,插入新蒸发管中,其插入深度以30mm~50mm为宜。焊接时,同时将新管与旧管头连在一起焊牢,其他部位如果觉得有必要而且方便焊接时,也可以焊上。只要操作工艺到位,不粘焊也行。随后用橡皮榔头将新布蒸发管在内壁上平整一遍,此时若发现有新管突出保温层平面的,可以用裁纸刀修整一下发泡层,至此,冷柜蒸发管换新盘绕管路的工序完成(见图5),但为了方便下步操作,应在新回管末端焊上一只修理表,通过该修理表向新蒸发管内充入1.0MPa以上气压,这样做的目的一是检漏的需要(铜管也有泄漏的,只是极少罢了,但必须检漏),二是为下步内胆铝板回复钻孔固定作准备,万-新管在铝板内被钻通,气体会迅速喷出,这样就会马上被发现并对其及时焊复。
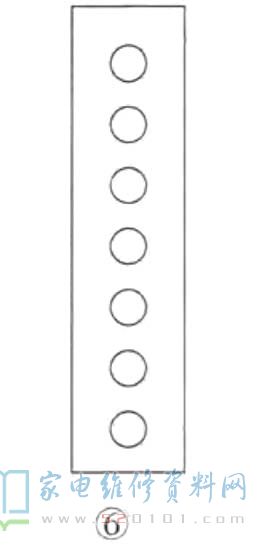
5.将备用铝压条前端打磨光滑,从柜口内胆铝板结合处插入约10mm深,铝板压条的长度应是冷柜内的深度,用画针对每根旧蒸发管上下之间的间距中心在铝板条上作好精确标记,并用4mm钻头在铝压条上所作的记号上钻孔(注:只钻通铝压条),一般300L以下冷柜有6根铝压.条即可,即前后两面各两根,左右两端各一根。待铝压条对线钻孔后,放于一旁待用(见图6)。
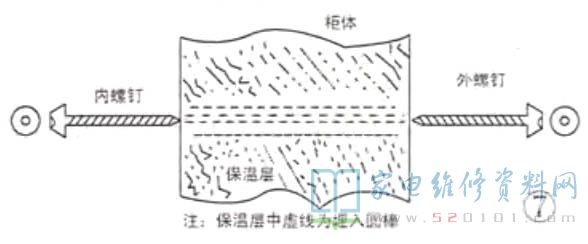
6.如果遇到某些冷柜既内漏又脱胆(内胆铝板与蒸发管分离),同时含有两种以上故障的,可用25mm以上的胶木棒或尼龙棒加工成长度与冷柜厚度相等的尺寸,然后在圆棒圆心上打孔贯通,孔径的大小应以自攻螺钉能够拧牢为准。使用将钻好孔的圆棒从两排蒸发管之间如图7纵向埋入冷柜保温层中,并用画线针从孔中向外冲一深凹标记使冷柜外板凸起,然后从外板凸点冲坑.钻眼,对准内胆铝板上的孔,待内胆铝板回贴固定后,再用反方法从外部穿过圆棒孔将铝板冲通,孔冲好后,用不锈钢自攻螺钉分别从内外拧紧到胶木棒上。
对柜内其他部位认为有必要紧固的也可以预埋若干圆棒以加强对内胆的固定。
7.将原先拆下的内胆铝板回复定位,把贴好中4mm孔的铝压条对应好后,从压条孔中用中3mm的钻头对原蒸发管钻孔,每钻一孔即用不锈钢螺钉上紧,直至四块内胆加六根压条安装完毕。
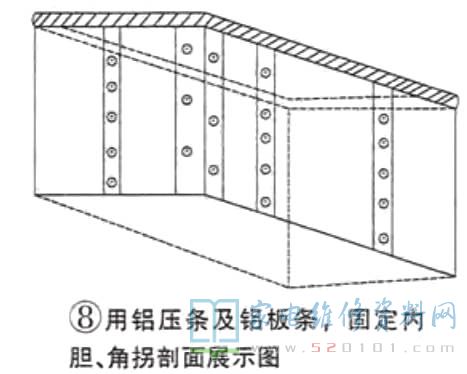
8.对四内角拐弯的处理,从备用铝板上剪下四条宽为100mm,长度与冷柜深度相等的铝条,对内角为圆角的应用圆木棍挤压成圆形角竖立于四角,在避开蒸发管的空位上直接钻孔用不锈钢螺钉固定于内胆铝板上,见图8,最好不锈钢螺钉与玻璃胶双用。如冷柜内为直角的,则将铝条加工成直角进行固定。对四侧面板下口的接缝也采用从备用铝板上剪条的方法,用自攻螺钉直接与内胆固定的方法操作。全部拼复固定完毕后用玻璃胶对所有接头缝隙进行胶封。
三、内藏式换新管操作小结
对此创新式维修,市场需求更是应接不暇,对那些制冷维修量不足的维修部,无疑是点亮了一盏明灯。纵观前面两点,就盘管而言比盘绕明管更便捷、更快,焊接、保压、抽空灌注都是制冷维修的基本操作,不同之处在于对内胆的画线、裁切、钻孔、定位.拼封、紧固增加了相当的工作量,对以上这些工序操作的精确要求,反映出制冷维修工对画线钳工、机械钳工、维修钳工等操作的扎实基本功,具备了这类工种的基本要求,就可以打破冷柜内漏后盘绕明管的传统方法,对于破除传统维修理念,提升维修技术含量,拓展维修新路,创造维修品牌岂不更具进步意义!顺便交代一下,此类维修的工料费每台不低于400元。
网友评论