进入方式:
1). 没有工装遥控器情况下:在TV 模式下的主菜单中,降低音量至0,按遥控器的静
音键约3 秒钟后按本机按键TV/AV,进入工厂设置菜单;
2). 通过工装遥控器GZ21C,按工厂模式键,进入工厂模式。
调节方法及数据工厂菜单显示如下显示:
M
LPC15-MXX-V0.02-WX
01/19/07
INDEX: 0
其中字母M 表示当前进入了工厂模式,INDEX 后面的数字代表当前调节的索引号,在该 页下,可以通过V+/V-键切换到不同的索引号。每个调节项目都有唯一的索引号与之对应,操作人员按P+/P-可以选择调节的项目,
通过V+/V-键调节每个调节项目的参数。
退出方式:在正常工作状态下,按遥控POWER或本机键POWER键,进入STANDBY状态下,即可解除工厂模式。
备 注: 第9项调整时会清空存储的数据,系统异常时才需要执行该项;因此,若非必须请不要执行该功能。
第10项进入设计菜单进行功能细调,一般按照预置值,不需要调 节。
第2项是对屏参选择,当屏参选择与使用的屏与屏参选择不一致时,将引起图像变暗(似亮度和对比度不足)的现象。
工厂菜单显示如图所示。
DESICN MENU表示当前进
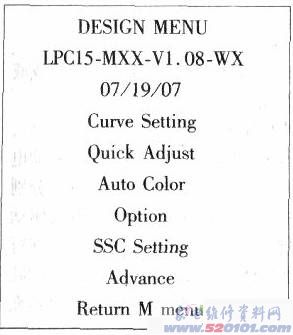
入了工厂模式的设计调试菜单,LPC15-MXX-V1.08-WX表示当前软件的版本号,07/19/07表示软件的存档时间。
Curve Setting表示线性设置,通过V+打开子菜单,项目包括对比度(ContrasL)、亮度(Brightness)、色饱和度( Saturation)、清晰度(Sharpness)和音量(Volume)等线性参数设置,线性参数设置点分别是O、30、50、80和100,这些设置点就是菜单对应的显示。
Quick Adjust表示功能快速检查,通过V+打开子菜单,项目包括音量(Volume)、平衡(Balance)、低音(Bass)、高音(Treble)、亮度(Brightness)、对比度(Contrast)、色调(Tint)、色饱和度(Saturation)等八项。
Auto Color示自动颜色,该功能是在输入YPBPR和PC信号时,对颜色的自动校正。在固定测试信号时,可直接在AUTO下按遥控器V+实现颜色自动校正,对应下面的OFFSET(偏移)和GAIN(增益)将自动设置。在自动设置后,若需要对颜色进一步细调,可微调OFFSET和GAIN的值。
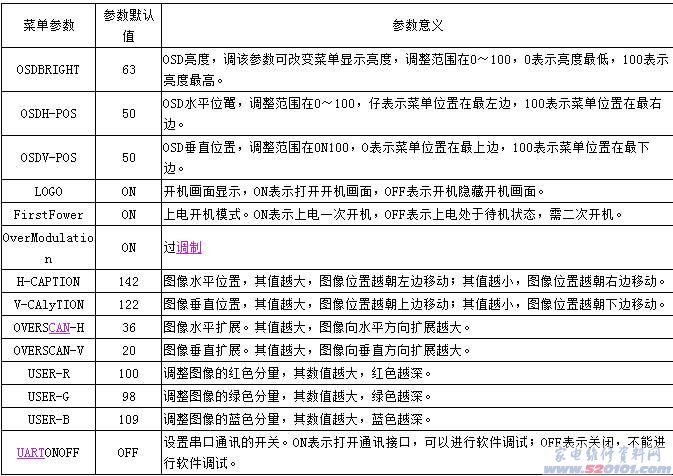
Option是针对工程或用户的个性需要,设置的一些可调项,其主要内容见下表。
SSCSetting表示频谱扩展功能设置。SSCENABLE为“1”时,频谱扩展功能打开;“0”时,频谱扩展功能关闭。SSCSPAN表示扩展频率范围,SSCSTEP表示扩展步长。
Advance表示串行FLASH器件设置情况,按照默认值,不要修改。
RetumMmenu表示返回到工厂设置项,其菜单界面与工装遥控器进人工厂模式界面相同,工厂设置项内容主要方便生产单位调试和工程需要定义的。工厂设置项菜单如图所示。
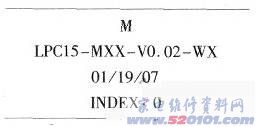
其中字母M表示当前进入了工厂模式,INDEX后面的数字代表当前调节的索引号,在该页下,可以通过V+/V一键切换到不同的索引号。
每个调节项目都有唯一的索引号与之对应,操作人员按P+/P一键可以选择调节的项目,选择后,通过V+V一键调节每个调节项目的参数。
索引号与调节项目对应关系如下表所示。

注意:第10项调整时会清空存储的数据,系统异常时才需要执行该项;因此,若非必须请不要执行该功能。第11项进入设计菜单进行功能细调,一般按照预置值,不需要调节。
工装遥控器GZ21C功能键可快速进入相应索引,在整机调试过程中可快速执行,如音量平衡键,在工厂模式下按该键可直接进入上表第7项。
网友评论