X62W型铣床是机械加工制造业中最常见的卧式铣床之一,又称万能铣床,具有足够的刚性和功率,拥有较强的加工能力,能进行高速和承受重负荷的切削工作或齿轮加工,能使用多种棒形、圆形或角度铣刀,对工件的平面、斜面或沟槽等进行铣削。
0、引言
X62W型铣床如果配用万能铣头、圆工作台、分度头等铣床附件,还可大大扩大机床的加工范围。
提示:型号“X62W"中的“X"代表铣床,“6"代表卧式铣床,“2”代表2#工作台(长1320mmX宽320mm),“W"代表万能。
1、电路原理分析
X62W型铣床的电气控制板如图1所示,具体电路如图2所示(图2中“x"号为常见断路点,圆圈中的数字为断路点编号)。
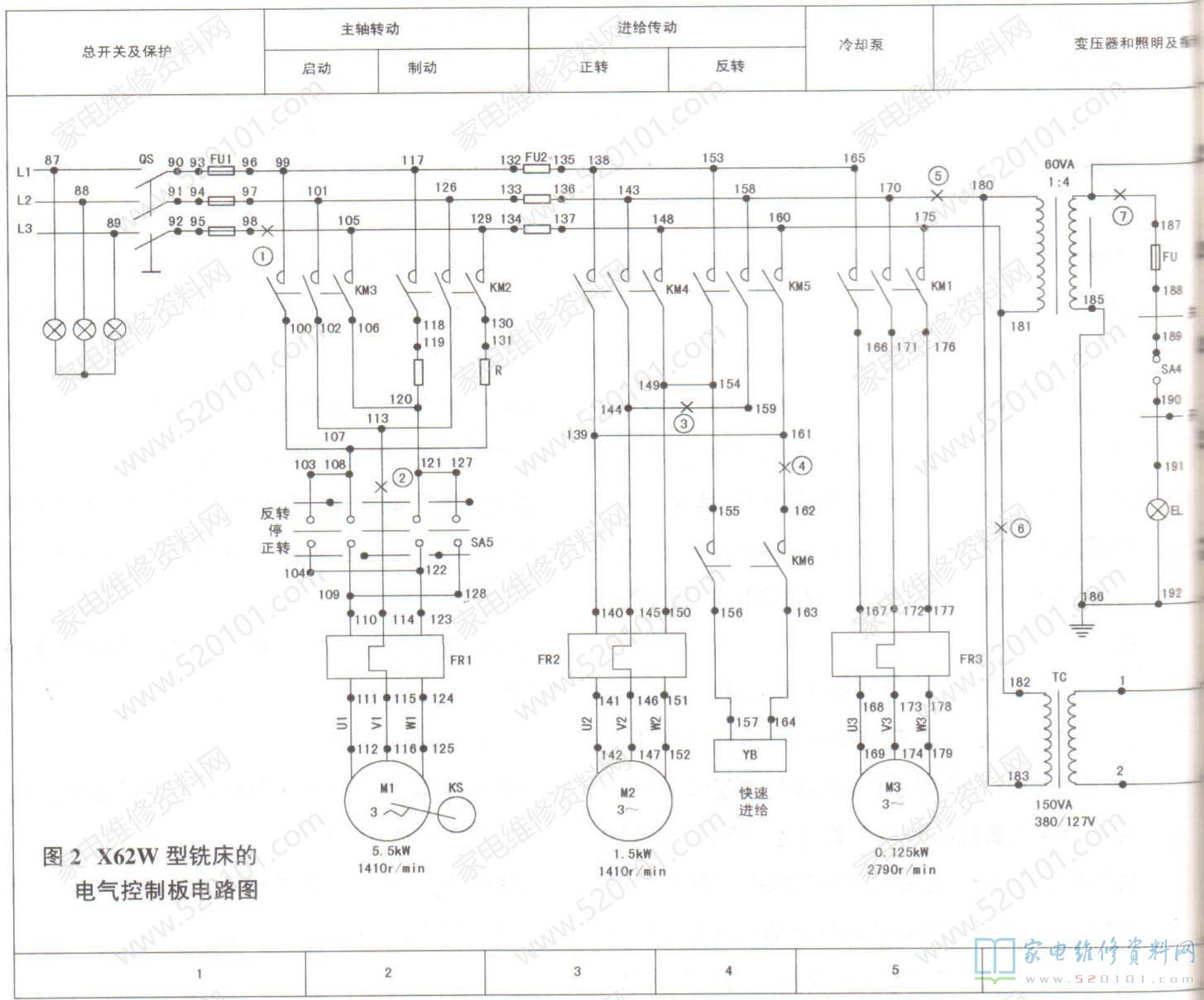
1.1主轴电动机M1的控制
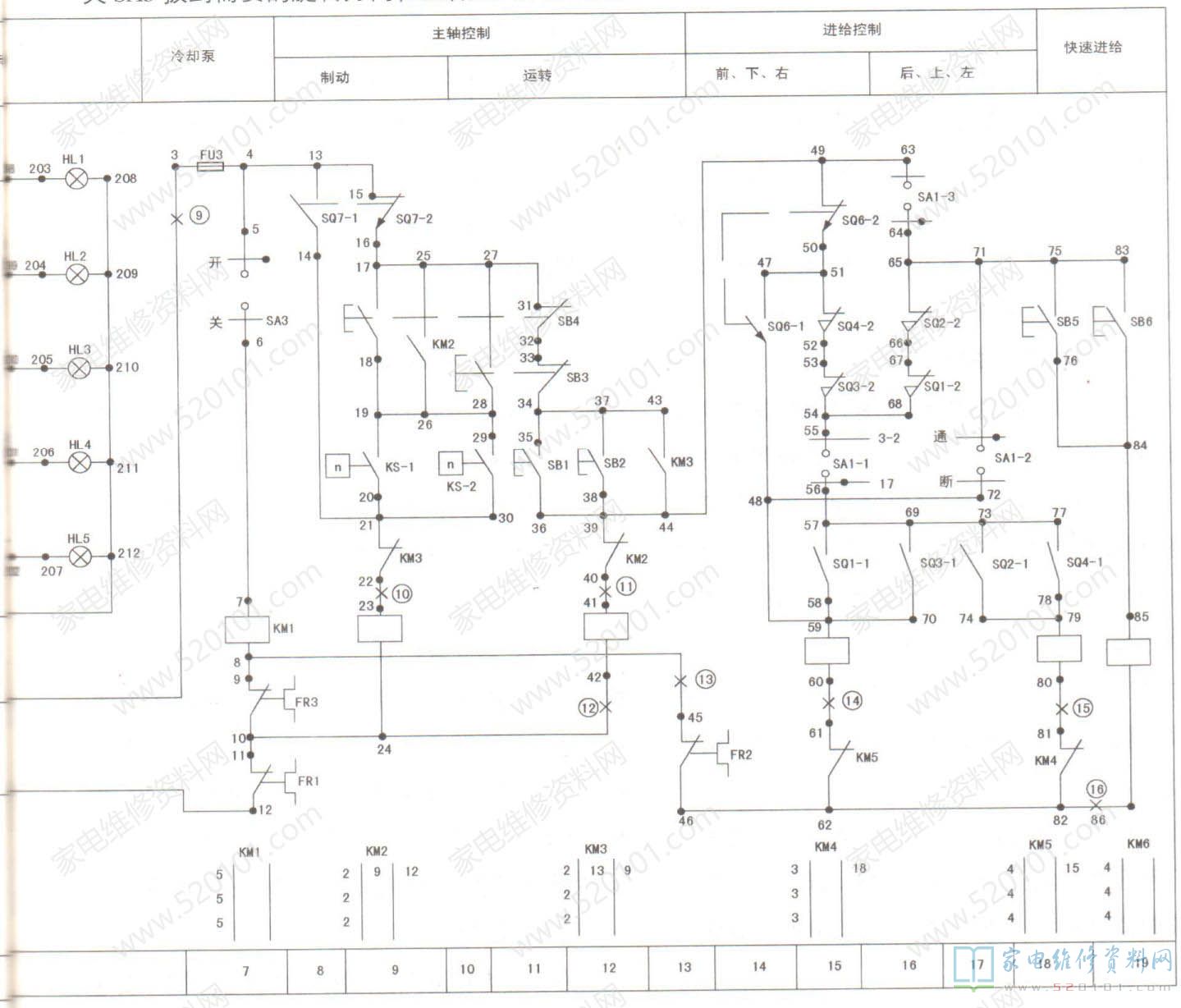
控制线路中的启动按钮SB1和SB2是异地控制按钮,以方便操作。SB3 和SB4是停止按钮,KM3是M1的启动接触器,KM2是主轴反接制动接触器,SQ7是主轴变速冲动开关,KS是速度继电器。
(1)M1的启动
启动前先合上电源开关QS,再把主轴转换开关SA5扳到需要的旋转方向位置,然后按SB1(或SB2 ), KM3得电动作,其主触点闭合,M1启动。
(2)M1的停车制动
铣削完毕,M1需进入停车状态,由于此时M1的转速高于120转/分,KS的常开触点闭合(9区或10区),为停车制动作好准备。当需要M1停车时,按下SB3 (或SB4),KM3断电释放,由于KM3主触点断开,M1因惯性转动,随即KM2线圈得电吸合,M1串入电阻R反接制动。当M1转速降至120转1分以下时,KS常开触点断开,KM2断电释放,停车反接制动结束。
(3)主轴的冲动控制
当需要主轴冲动时,按下sQ7,其常闭触点sQ7-2先断开,随后常开触点sQ7-1闭合, KM2通电吸合,M1启动,冲动完成。
1.2工作台进给电动机控制
转换开关SA1用于控制圆工作台。在不需要圆工作台运动时,将转换开关扳到“断开”位置,此时SA1-1闭合、SA1-2断开、SA1-3闭合;当需要圆工作台运动时,将转换开关扳到“接通”位置,此时SA1-1断开、SA1-2闭合.SA1-3断开。
(1)工作台纵向进给
工作台的左右(纵向)运动是由装在床身两侧的转换开关与sQ1.SQ2来完成的,当需要进给时,先将转换开关扳到“纵向”位置,再按下开关sQ1,常开触点sQ1-1闭合,常闭触点sQ1-2断开,接触器KM4通电吸合,电动机M2正转,工作台向右运动;若需工作台向左运动,则按下开关sQ2,常开触点sQ2-1闭合,常闭触点sQ2-2断开,接触器KM5通电吸合,M2反转,工作台向左运动。
工作台上设置有一块挡铁,两边各设置有一只行程开关,当工作台纵向运动到极限位置时,挡铁撞到位置开关,工作台停止运动,从而实现纵向运动的终端保护。
(2)工作台升降和横向(前后)进给
在本铣床中,通过操作装在床身两侧的转去关与SQ3、SQ4可完成工作台的上、下和前、斤运动。在工作台上对应位置分别设置有-块挡铁两边各设置有一个行程开关,当工作台升降和本向运动到极限位置时,挡铁撞到位置开关,工作{停止运动,从而实现纵向运动的终端保护。
(3)工作台上下运动控制
M1启动后,先将装在床身-侧的转换开关主到“升降”位置,再按下按钮SQ3(SQ4),sQ(sQ4)常开触点闭合,sQ3(SQ4)常闭触点断开接触器KM4(KM5 )通电吸合,M2正(反)转,工个台向下(上)运动,当到达需要的位置时,松开主钮,工作台停止运动。
(4)工作台向前后运动控制
M1启动后,先将装在床身-侧的转换开关主到“横向”位置,再按下按钮SQ3(SQ4),后面的二作过程同“工作台向上(下)运动”。
1.3联锁控制
(1)进给联锁
当机床在上下前后四个方向进给时,若又去作纵向控制某方向的进给,必将造成机床器件主坏(统称机床事故),所以必须联锁保护。当机床上下前后四个方向进给时,若操作纵向任一邡进给,sQ1-2或sQ2-2中的一个被压开,KM( KM5 )位刻失电,M2停转,从而得到保护。同理,若在纵向操作时又选择向左或向右亡给,这时SQ1或sQ2被压住,其常闭触点sQ1-或sQ2-2断开,KM4或KM5都由sQ3-2和sQ4-2接通。若发生误操作,即选择上、下、前、后某一方向进给,则SQ3-2或SQ4-2断开, KM4豆KM5断电释放,M2停止运转,避免出现事故。
(2)进给冲动
为了让齿轮进入良好的啮合状态,需将变速盘向里推,在推进时,挡块压动位置开关sQ6,其常闭触点SQ6-2先断开,随后常开触点sQ6-1闭合,KM4通电吸合,M2启动。在M2刚一启动时,sQ6已复位,首先断开SQ6-1,随后闭合sQ6-2, KM4失电,M2失电停转。在此过程中,M2仅瞬时接通电源,齿轮系统抖动一次,顺利进行齿轮啮合。在实际操作中,在冲动前,可先按下冲动开关sQ6,以模拟冲动。
(3)工作台的快速移动
若需工作台向某个方向运动,按下SB5或SB6 (两地控制),KM6通电吸合,其常开触点(4区)闭合,电磁铁YB通电(指示灯亮)模拟快速进给。
(4)圆工作台的控制
为扩大铣床的加工能力,可在机床上安装附件圆工作台,这样可以进行圆弧或凸轮的铣削加I。在圆工作台工作时,所有进给系统必须停止工作,只让圆工作台绕轴心回转,否则会引发事故。
当把圆工作台的控制开关SA1扳到“接通”位置时,SA1-1断开、SA1-2接通SA1-3断开,M1启动后,圆工作台开始工作,其控制电路是:控制变压器TC次级1-2绕组1端->SQ4-2->SQ3-2->SQ1-2->SQ2-2->SA1-2->KM4线圈->TC次级1-2绕组2端,KM4通电吸合,M2运转,带动一根专用轴,使圆工作台绕轴心回转,铣刀铣出圆弧。按下主轴停止按钮SB3或SB4,主轴停转,圆工作台也停转。
在圆工作台工作过程中,若误操作了某个方向的进给,则会使sQ1~SQ4中的某一个常闭触点断开,M2停转,从而避免机床事故的发生。
1.4冷却与照明控制
若要启动冷却泵,则将SA3置于开的位置,接触器KM1通电吸合,电动机M3运转,冷却泵启动。照明变压器次级绕组输出AC36V电压,经开关SA4控制后,供给照明灯EL。
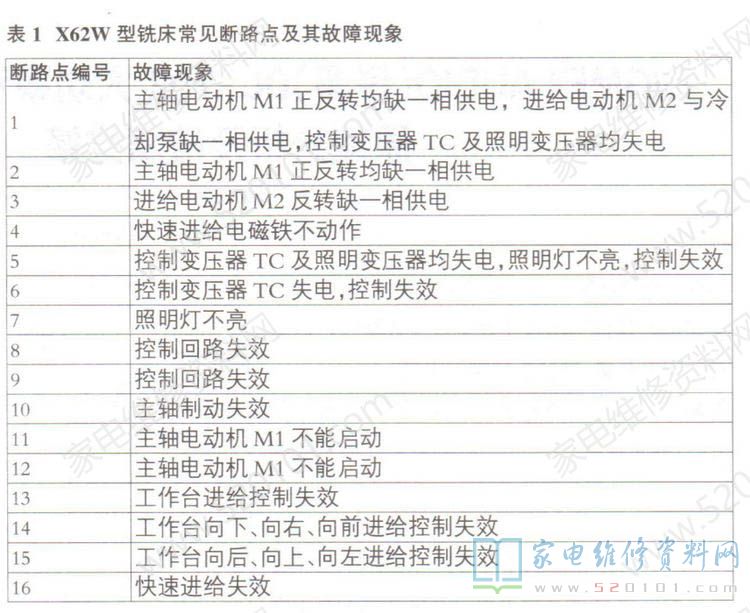
2常见故障检修
X62W型铣床的常见断路点及故障现象检修如表1所示。
网友评论