为了降低成本,目前许多冰箱、空调厂家改用铝、钢等材料取代铜材料,这给管路的焊接等带来了一定难度。“铜-铁、铜-铝”等焊接因为管材熔点不一 致而引入了更新的钎焊工艺,本文从多角度对焊接技术进行剖析,以帮助维修人员迅速掌握其火焰钎焊工艺。
一、铜-铜火焰钎焊工艺
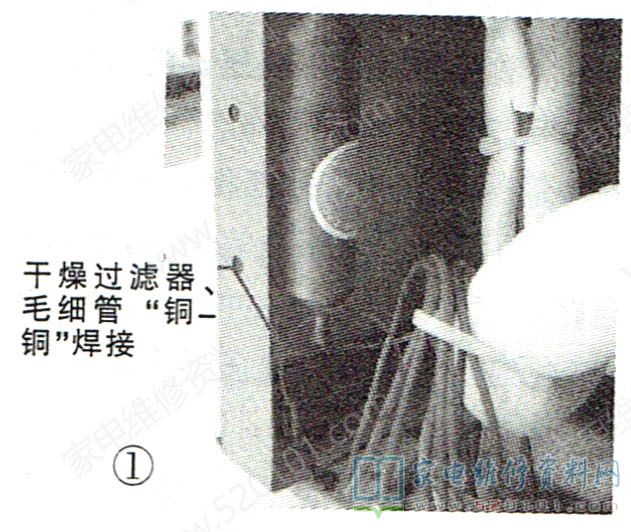
1、应用场合
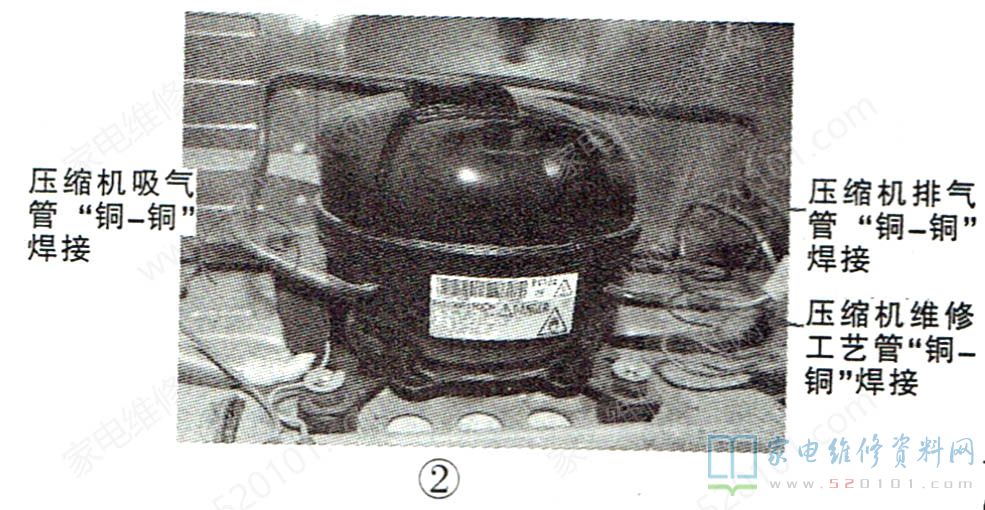
主要应用在干燥过滤器与毛细管连接,如图1所示;大部分冰箱压缩机吸、排气管口与热交换器的连接,如图2所示。
2、材料特点
冰箱里使用的铜管是紫铜管,紫铜因呈紫红色而得名。其熔点为1083°C。紫铜具有优良的导热性延展性和耐蚀性。冰箱中常用的紫铜管直径有4mm、6mm、8mm等规格。
3、钎焊的分类
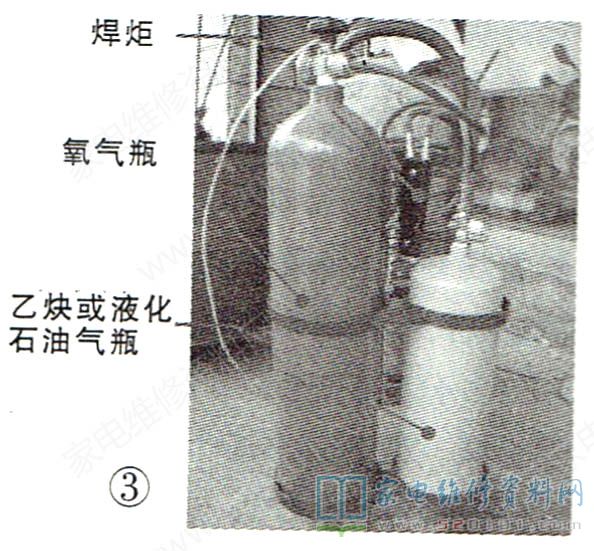
钎焊是采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点,低于母材熔化温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现连接焊件的方法。目前常用的钎焊分为软钎焊和硬钎焊。软钎焊的钎料熔点低于450°C,接头强度较低(小于70MPa),一般用于电子电路的焊接,常以烙铁为热源工具,锡作为钎料最为常用。硬钎焊的钎料熔点高于450°C,接头强度较高(大于200MPa)。硬钎焊的钎料种类繁多,以铝、银、铜的钎料应用最广,常以火焰钎焊在维修中应用最广,火焰钎焊的设备是氧气-乙炔(液化石油气)焊接设备。维修中为了便于携带目前更多维修人员使用“微型气焊焊炬”或称为"便携式气焊焊炬"如图3所示。
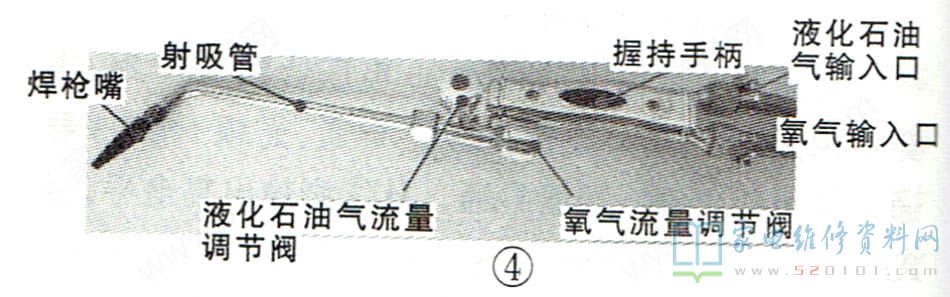
焊炬(枪)主要由氧气输入口、液化石油气输入口、氧气流量调节阀、液化石油气流量调节阀、射吸管焊枪嘴等组成如图4所示。
4、火焰选择
目前,火焰钎焊主要设备是氧气-乙炔(液化石油气),钎焊时的火焰一般分为“碳化焰、氧化焰、中性焰”三种,如图5所示(左边是碳化焰,中间是氧化焰,右边是中性焰)。在实际焊接时要结合不同的焊接对象、材料来选择火焰的种类。
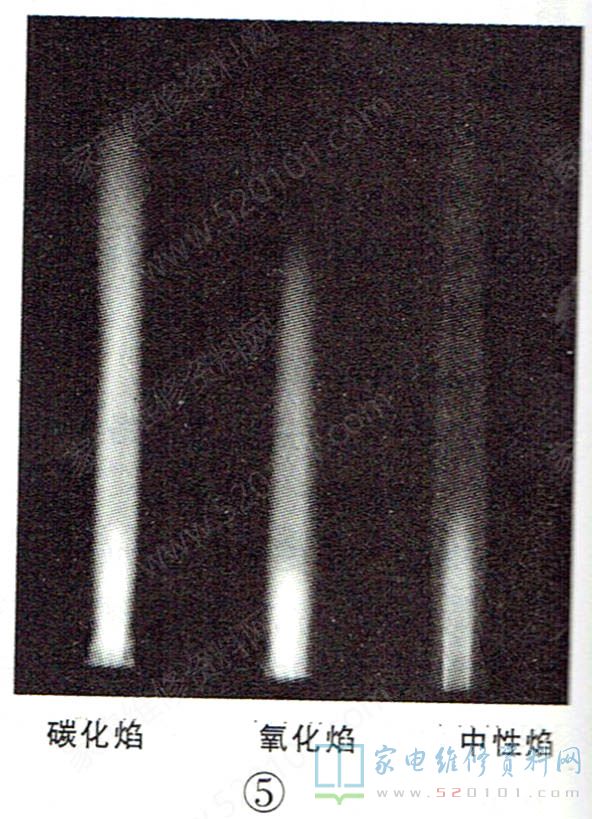
碳化焰:液化石油气的比重大于氧气,碳化焰的温度为2700C左右,常用于熔点低的材料的焊接如铁、铝等。
氧化焰:液化石油气的比重小于氧气,氧化焰的温度为3500C左右,由于温度高,容易造成焊件熔化,焊接处会产生气泡、夹渣等,-般不适宜焊接铜、铁、铝管。
中性焰:液化石油气的比例与氧气的比例相当,中性焰的温度为3100°C左右,中性焰也称为是标准火焰,适用于铜一铜、铁一铁等材料的焊接。“铜-铜”火焰钎焊首先要调节氧气-液化石油气设备的火焰,由于材料相同,均为紫铜,其熔点为1083°C。结合实际焊接实践,采用“中性焰”焊接。焊接使用的钎料为“磷铜焊条”,该焊条比施焊铜管熔点低,流动性好,价格便宜,目前制冷设备维修中“铜一铜”焊接一般选用磷铜钎料。
5、钎焊步骤
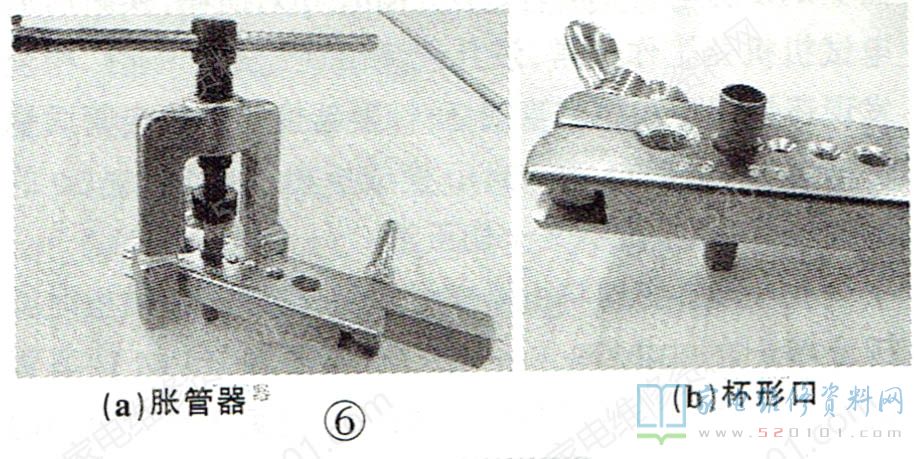
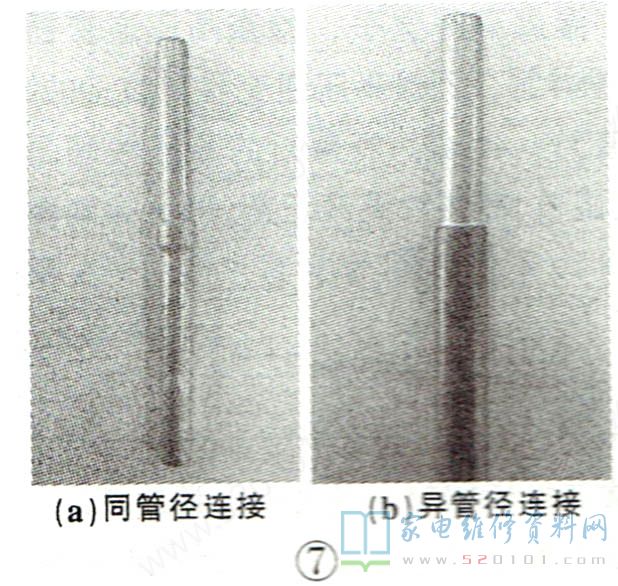
(1)焊接前把管道一端插入另一根管道中,插入深度以5mm-10mm为宜,如果是同管径的管子一端需使用胀管器制作杯形口如图6所示,制作好的“铜-铜”连接管道如图7所示。
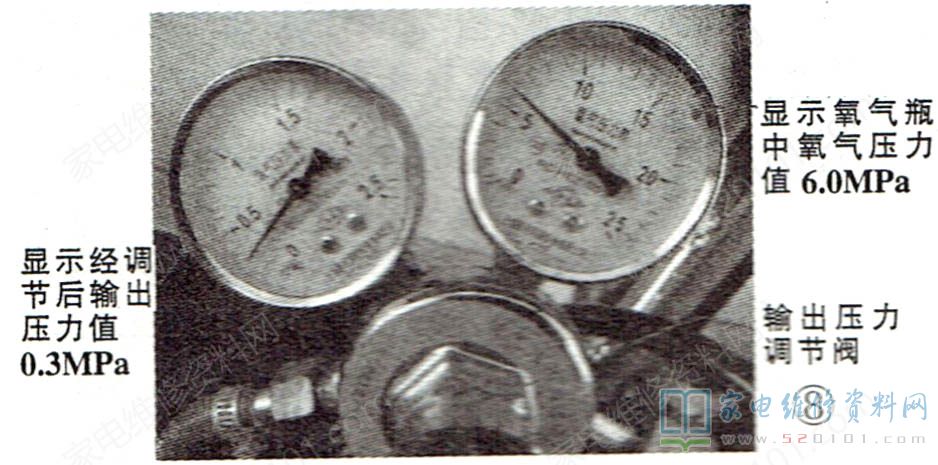
(2)焊接前还要调节好氧气减压阀输出的压力,一般调节至0.2MPa~0.3MPa,如图8所示,具体还应根据被焊接管子的直径而定,如果焊接的管子在19mm以上,氧气的压力要适当调高,避免压力过小焊接时温度不够。另外,对于大口径管,由于管子散热快,施焊的时间加长(当然焊枪的枪嘴也要更换大一个规格孔径的型号),这时管内部产生的氧化皮会很多,容易堵塞细小的管道,如毛细管等,如条件允许的话可以实施加氮气保护焊。
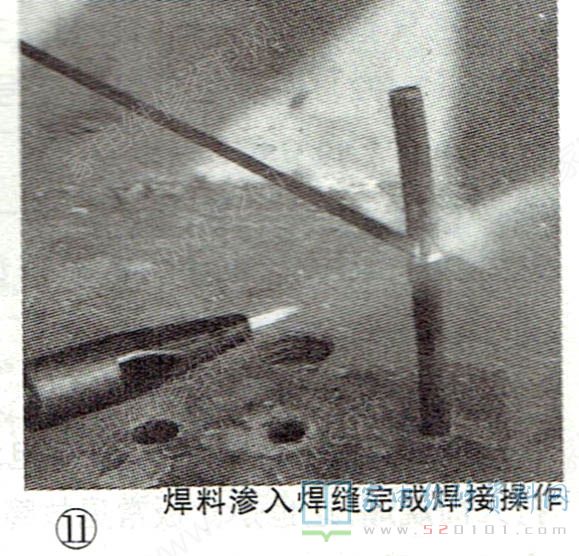
(3)焊炬点火,调节焊接的火焰,“铜一铜”焊接一般调节至“中性焰”。首先对管道焊接部位进行均匀加热如图9所示,待加热至“樱红色”或“桃红色"时如图10所示,在管道对接施焊部位的焊缝处进行添加“磷铜"钎料,由于钎料的熔点比较低,而且具有良好的流动性能,能够渗入焊缝并与铜管材料相溶,如图11所示,从而达到两管牢固连接的目的。焊接时,要注意控制火焰的温度,或者通过移动枪嘴火焰与焊件的距离来控制温度。


二、“铜-钢“火焰钎焊工艺
1、应用场合
主要应用于冰箱中部分压缩机排气管与冷凝器焊接如图12所示;冷凝器与干燥过滤器的焊接,如图13所示。目前,冰箱的冷凝器大部分都采用钢管(邦迪管)。


2、材料特点
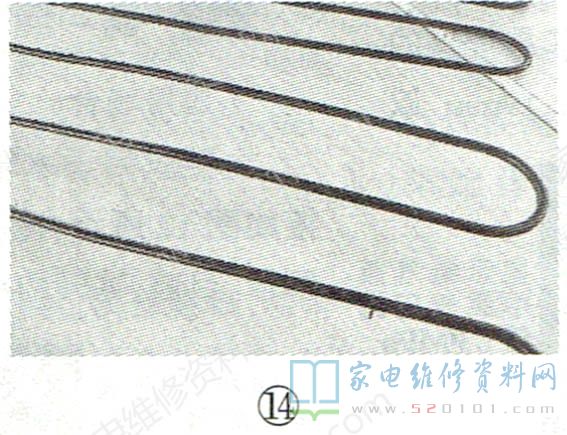
邦迪管如图14所示,是用冷轧带钢薄板卷管焊接、镀锌完成。邦迪管采用了优质低碳钢材,具有易于弯曲成型、易于焊接和易于加工等优点,广泛用于制冷业汽车工业,如冰箱的钢丝网式冷凝器中。冰箱常用邦迪管规格是4mm、6mm、8mm,钢的熔点是1500°C左右。
3、火焰选择
由于钢管导热系数小,用火焰加热时很容易就烧红,因此对火焰的调节和温度的掌控尤为关键。目前“铜-钢”钎焊一般采用“碳化焰"焊接。
4、"铜-钢”钎焊步骤
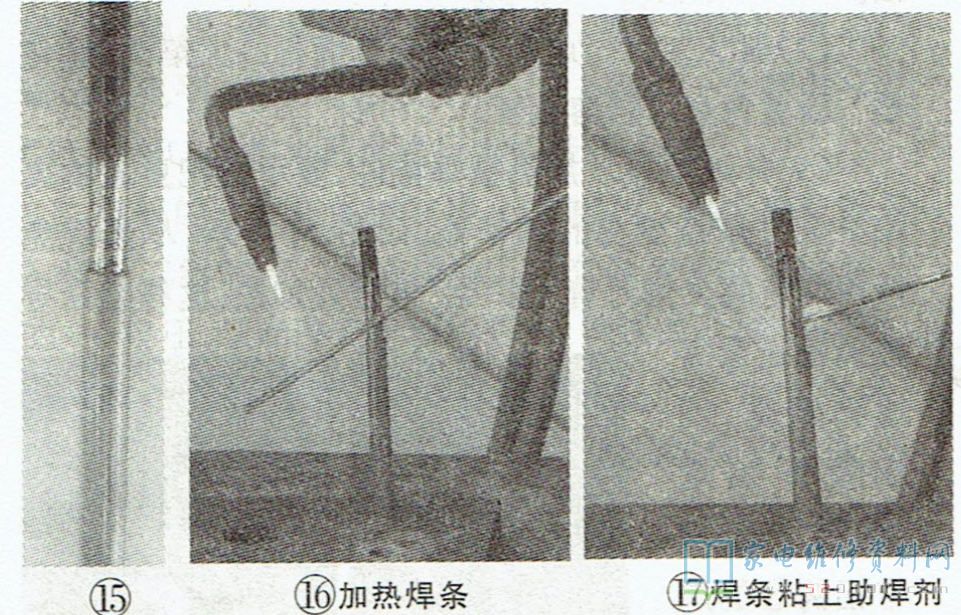
(1)处理焊接表面。使用砂布、锉刀等工具清洁、去除铜管、钢管被焊接表面的油漆、污渍,如图15所示。
(2)焊炬点火与调节火焰。点火后把焊炬的火焰调整至“碳化焰”。如果焊接技术好的话,使用中性焰也能正常施焊,但要注意控制焊枪枪嘴的火焰与焊件的距离即控制了施焊的温度。
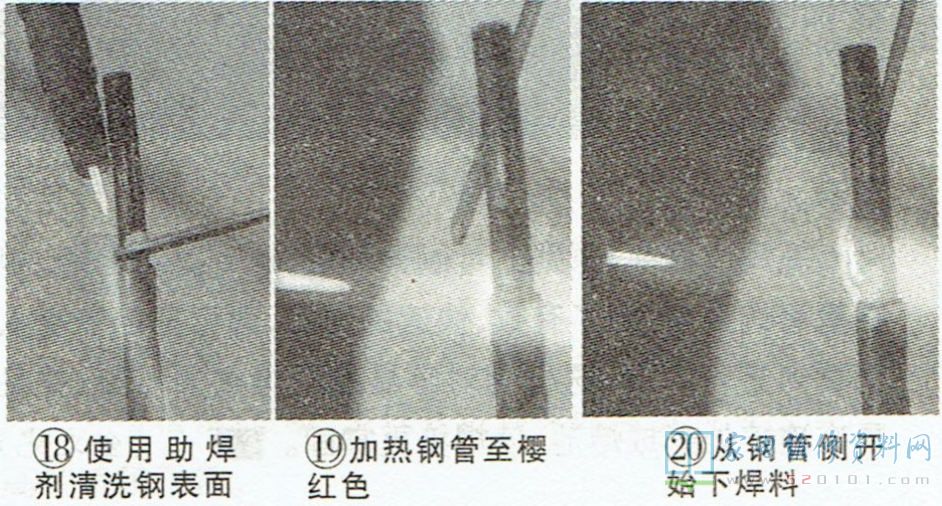
(3)施焊。建议选用“银铜磷钎料银铜磷钎料银铜磷钎料银铜磷钎料”,该钎料熔点比磷铜焊条还低、流动性和与钢的融合性更好。为了使钢管能顺利焊接,在施焊前需要对钢管的焊接表面使用助焊剂(或硼砂)进行清洗,这样避免焊接时焊条与钢材料不粘的现象,操作时可以适当加热焊条的头部如图16所示,然后利用焊条头部的温度放到助焊剂中粘上助焊剂如图17所示,放置于被焊接部位的钢材料中,对材料进行清洗如图18所示,起到助焊的作用。加热被焊接的“铜-钢'部位,待接近樱红色时如图19所示,先从钢的一端开始下焊料,如图20所示,利用枪嘴火焰的移动使焊料与“铜-钢”相融合。
在焊接过程中建议使用碳化焰,如果使用“中性焰”焊接,易导致焊接处的焊料生成“气泡”,影响焊接质。
四、“铝一铝火焰钎焊工艺
1、应用场合
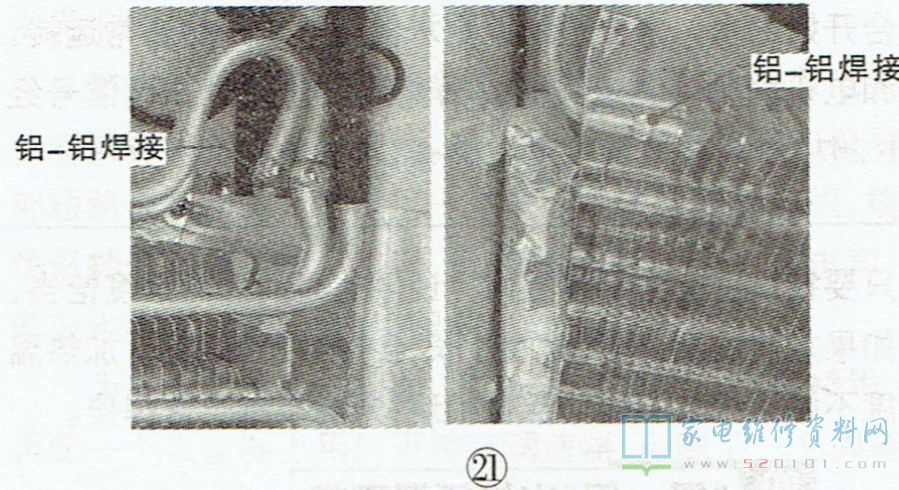
“铝-铝”火焰钎焊主要应用于冰箱冷柜蒸发器管道连接,如图21所示。
2、材料特点
在冰箱的蒸发器中,由于铝质材料具有密度小强度高、耐腐蚀、热导和电导率高以及价格合理(与钢管材料价格相当)等优点,颇受制冷设备制造企业的欢迎。铝管材料的熔点是660°C左右。
3.钎焊操作步骤
(1)处理焊接表面。钎焊前要做好铝材料表面的清洁工作,如果表面存在油污和较厚的氧化膜,会妨碍钎料的流动,影响它与另一被焊金属的结合,导致钎焊有缺陷,如接头强度差容易渗漏和焊接不牢等。一般使用砂布(纸)进行打磨清洗焊接表面。
(2)火焰调节。由于铝管材料的熔点低,一般把火焰调整至“碳化焰”进行施焊。
(3)钎焊操作。由于不便于通过管子表面观察其颜色是否达到焊接的温度,所以在加热管子时,控制温度尤为重要。使用焊枪加热铝管,接着将铝焊条(焊条内含药芯,起到助焊的作用)贴到加热铝管待焊接表面,如图22所示。
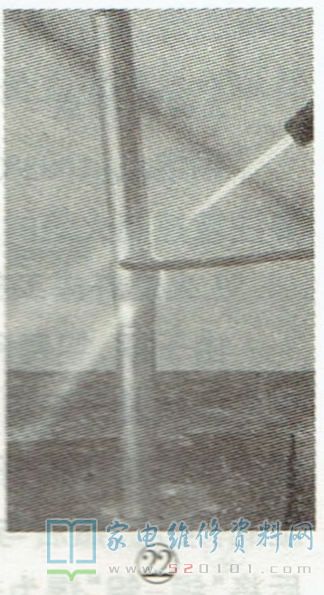
只要铝焊条能与铝管相溶,说明此时的加热温度恰当,如果加热温度过高、时间过长,会导致铝管熔化;加热温度不够铝焊条不能与铝管相溶,未能实施正常焊接。
四、“铜一铝”火焰钎焊工艺
1、应用场合
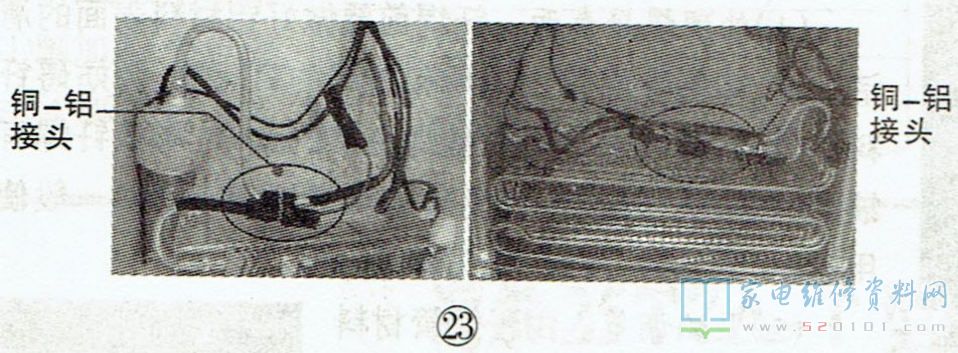
“铜-铝”火焰钎焊在冰箱蒸发器与压缩机回气管连接,如图23所示,也有些厂家采用电阻焊;部分分体空调的内外机连接管中间段是铝管而两端是铜管,这时也要用到“铜-铝”。
2、材料特点
铜熔点:1083°C,铝熔点:660°C左右,在焊接操作时要注意控制火焰的温度以及施焊速度。
3、火焰钎焊工艺由于铜、铝两种材料的熔点相差较大,加热时要把更多的热量分配在铜材上。通过“铜-铝"材料的受热,便于加热熔化的钎料在"铜-铝”所需要焊接的缝隙的湿润、漫流,然后与“铜一铝"相互溶解、扩散,冷却凝固后将“铜-铝”焊为一体。建议焊接前把管子一端做成“杯型口"或“微喇叭口”,以便形成熔池。
4、操作步骤
(1)处理焊接表面。可以使用物理方法(如砂纸打磨)或化学方法(如酸或碱洗液进行清洗)操作。如果管道表面有油污,等会导致焊接困难,产生焊接气孔等缺陷。
(2)调节火焰。点火后并调节焊枪的火焰为“碳化焰”,以避免高温烧熔铝管。
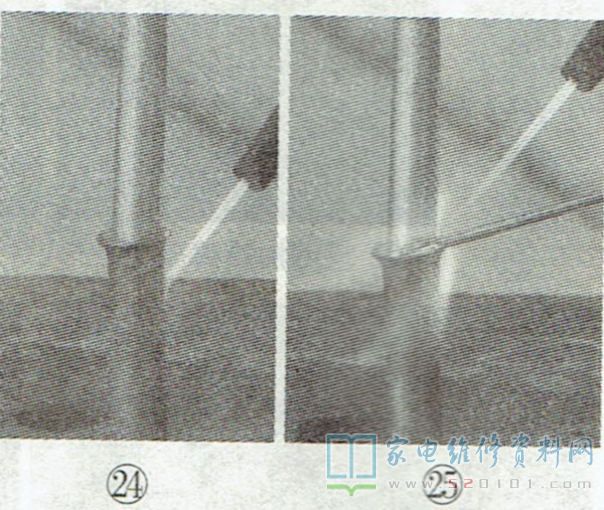
(3)钎焊操作。加热被焊接件,要尽量把更多的火焰分配在熔点更高的铜管处,如图24所示,尽量避免使用焊枪的火焰对着“铜-铝"连接处加热,这样容易导吕致铜管还没有达到温度,而铝管开始熔化。接下来,将带铝药芯的焊料加到焊接处,加热使之熔化,如图25所示。
施焊过程中,原则上可以铜套铝,也可以铝套铜。根据笔者的经验,为了有效、快速的焊接,建议把铝管套入铜管内进行焊接,这样相对容易控制焊接的质量并且易在连接处形成熔池,使焊接更牢固。
网友评论