铜管广泛用作氟利昂制冷系统中的管道连接,如中小型冷库、家用冰箱冰柜、家用空调等。在维修、安装这些装置的过程中,铜管钎焊(指在温度高于600°C条件下的焊接操作)技术至关重要,决定着工作任务的质量和完成情况。
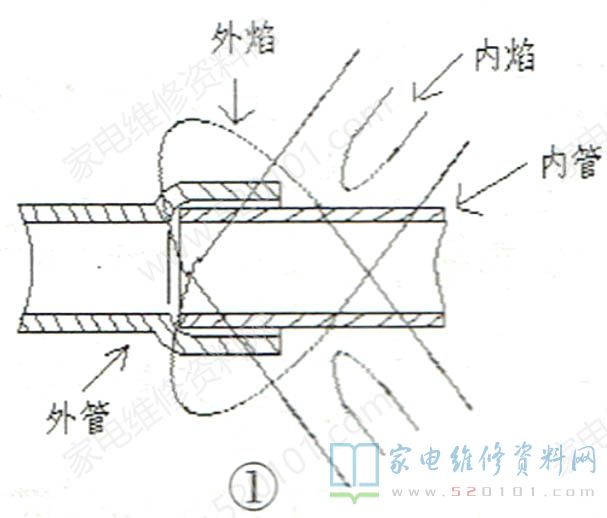
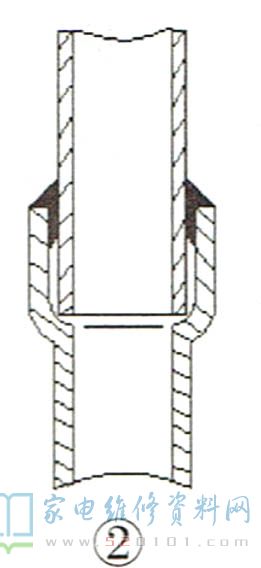
许多维修人员的钎焊操作如图1所示,是用乙炔一氧气或石油汽-氧气中性焰的外焰上下预热焊缝,待焊缝处微红时放上铜磷焊条(俗称银焊条)于焊缝处(上部或下部),然后移近火焰,用中性焰的内焰熔化焊--使之填实内外管之间的焊缝。这样的钎焊操作工艺缺陷有三:一是内管处于杯形口内的管段预热不充分,焊料不能完全填实内管外壁面与外管杯形口内壁面之间的间隙,如图2所示,在试压压力>3.0MPa(如家用空调等)时易产生泄漏点;二是对于卧置的管道,这样的操作方法极易在管道的底部产生鼓包,工艺上不美观;三是易使铜管烧穿。
高质量的钎焊焊缝如图3所示,其正确的钎焊操作方法如下:

1、竖置铜管的钎焊先用外焰预热内管至微红,再用外焰预热外管至微红,然后用外焰包裹住焊缝和杯形口以保持温度(可移动火焰,以免烧穿铜管),在火焰的对面,用铜磷焊条轻轻划过焊缝处的内管外壁面几次(依管材直径大小而定次数),如图4所示,即利用管材的温度熔化焊条。这样依靠焊条的高温湿润性的特点(熔融的焊料沿温度高的方向“流动”),使焊料自动沿纵向和横向填入内外管之间的缝隙以及内外管焊缝交接处。边操作边观察,内外管焊缝交接处焊料填入密实圆润即可结束钎焊操作。

内外管道预热方法同上。火焰朝上,外焰包裹住焊缝和杯形口以维持温度,用铜磷焊条轻轻划过焊缝处的内管外上壁面几次,如图5所示。
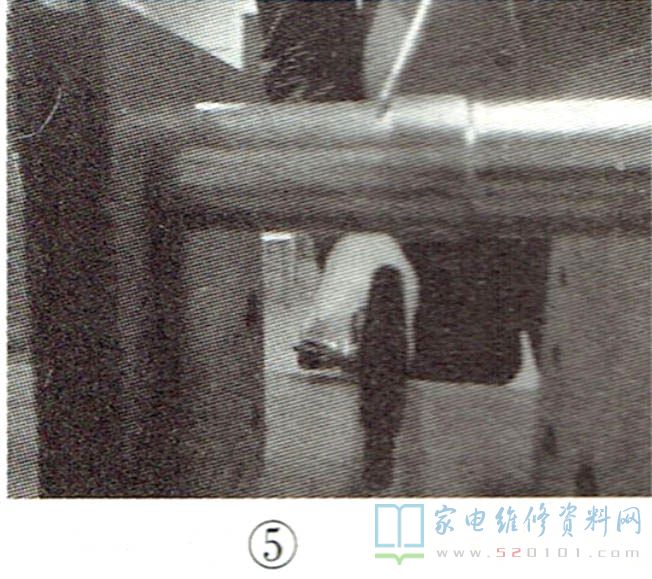
观察到内外管焊缝交接处底部焊料填入密实圆润后,移开焊条和火焰,以免管道底部鼓包影响美观。稍待管道冷却(时间极短),将火焰对准内外管焊缝交接处上部分,移近火焰用内焰预热管材,使其温度迅速上升直至熔化焊条,最后用焊条轻轻划过焊缝交接处的内管外表面,补足上部焊缝处的焊料不足,即作收光操作。这是因为焊料受高温与重力双重作用的缘故,加速流向管道底部而造成上部不足下部极易鼓包。上述“稍待管道冷却”就是指在作管道 上部收光操作时焊料不会流向底部。
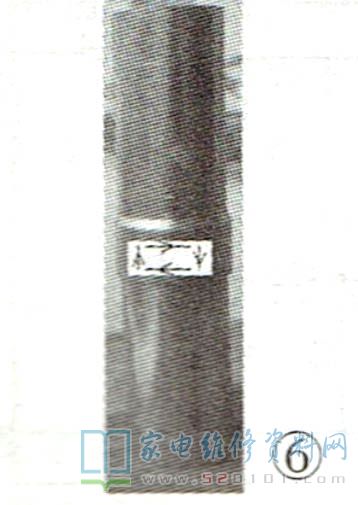
3、管道倒焊杯形口朝下即为管道倒焊,其内外管道预热方法同上,温度达到要求后,火焰沿图6中的箭头方向移动,用铜磷焊条轻轻划过焊缝处的内管外壁面,如图7所示,利用熔融的焊料沿温度高的方向“流动”的特点,保证焊料向上填入内外管之间的缝隙。边操作边观察,内外管焊缝交接处焊料填入密实圆润即可结束钎焊操作。当然,若管道直径偏大,可以转圈完成上述钎焊操作。
网友评论