一、冷凝器
在空调中,压缩机排出的高温.高压制冷剂气体通过冷凝器的散热冷凝为中温高压的制冷剂液体。冷凝器有多种形式,常用的有风冷式和水冷式两大类。
1.风冷式冷凝器

家用空调中一般采用风冷翅片管式冷凝器,如图1所示,其结构主要是在冷却管(紫铜盘管)上装上铝或铜的散热翅片,依靠风机的强迫对流来使进人冷凝器的高温高压制冷剂气体冷却液化,从而实现热交换的功能。根据制冷量的大小,风冷式冷凝器的外形有单排网和双排网之分。
由于铜翅片成本高,使用较少,故多采用铝翅片。近年来部分空调生产厂家为了提高热交换器的换热效率,采用纳米技术,在翅片的表面加涂了一层纳米材料,其翅片表面多成金黄色。
(1)铜管类型光管型:指冷凝器中插装翅片的铜管内表面是光滑的,这种铜管的制造工艺相对较容易,但热交换效率一般,故多用于普通的定频空调中。
内螺纹管型:该类型采用高性能换热铜管,其内表面为带螺旋的内螺纹样式(三角形、梯形等),如图2所示。这样制作的目的是增加制冷剂侧的换热面积,使制冷剂在管道内进行充分的热交换,以提高制冷的传导率。

(2)翅片类型
风冷式冷凝器翅片一般分为亲水膜(天蓝)和普通(灰白、蓝色、金色)铝箔翅片两大类。采用亲水膜翅片制造的冷凝器,清洗方便,仅用水就能清洗干净。铝箔厚度有0.115mm 0.110 mm.0.105mm和0.100mm四种规格,其片型有平片、冲缝片、波纹片之分,平片换热面积比较小,冲缝片、波纹片换热面积比较大。
(3)工作原理
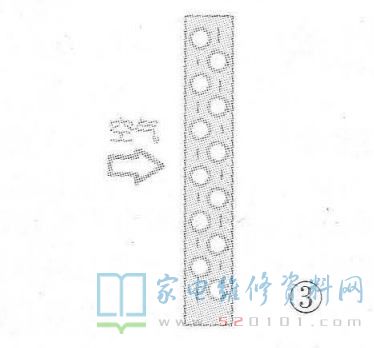
制冷剂在冷凝器的铜管内流动,通过与铜管的内壁接触形成热交换,再通过外壁传导给翅片。同时,室外风机运转,在冷凝器的位置出现较强的空气对流现象,如图3所示。空气掠过翅片的表面,带走翅片表面的热量,管道中的制冷剂气体降温,冷凝为高压中温的制冷剂液体。
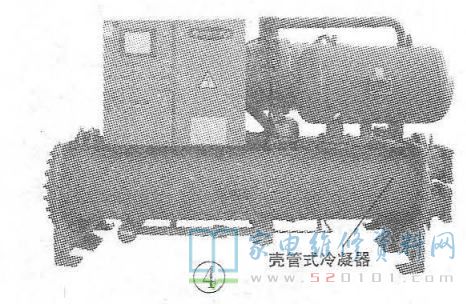
水冷式冷凝器一般用于中央空调中,在家用空调用得很少,其冷却介质是水,冷却效果比风冷式冷凝器好,但该类冷凝器必须要安装一套冷却系统,主要有冷却水泵、冷却塔及相应管路等器件,结构相对较复杂。
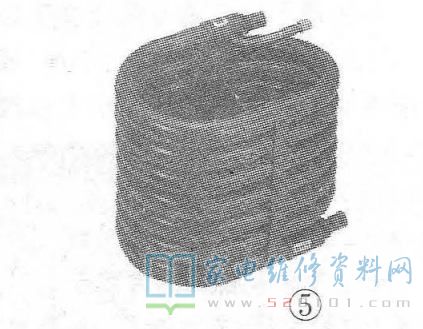
目前,常用的水冷式冷凝器有壳管式冷凝器和套管式冷凝器两大类,分别如图4、图5所示。
1.分类
根据蒸发器的外形,常用的蒸发器有以下几类:卧式壳管式蒸发器、套管式蒸发器、蛇形盘管蒸发器、板式蒸发器、翅片式蒸发器。
卧式壳管式蒸发器主要应用于制冷量大的制冷场合,又分为满液式蒸发器和干式蒸发器。蛇形盘管蒸发器一般用于小型开式制冷循环系统中,蛇形管是用铜管弯制,制冷剂由上部进人最后从下部导出,蛇形盘管蒸发器整体沉浸在水箱中。
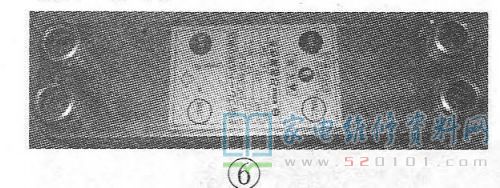
套管式蒸发器与套管式冷凝器相同,外管为无缝钢管或不锈钢钢管,内管为一根铜管或由多根铜管组合而成,多用于多联机、工业冷水机设备、热泵热水器等设备中。板式蒸发器是一种高性能、体积小巧的热交换器,如图6所示。
目前,板式蒸发器有钎焊板式蒸发器和全不锈钢式蒸发器两类。全不锈钢式蒸发器在换热效率、机械强度、耐用性能方面均优于钎焊板式蒸发器。翅片式蒸发器一般应用于小型制冷空调中,如普通的家用空调中,常见的壁挂式空调的蒸发器如图7所示。液体制冷剂不断地从蒸发器周围吸收热量,在管内汽化蒸发,则周围空气不断降温,从而达到制冷的目的。

2.工作原理
中温高压的液态制冷剂经节流装置后流入蒸发器,通过管道内壁、外壁、翅片等器件吸收空间的热量,使制冷剂气化变为低温低压的制冷剂气体,从而达到制冷、降温的目的。
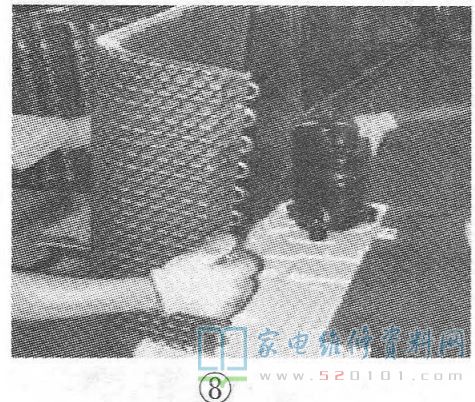
值得一提的是,在检修空调制冷或制热效果差时,需检查冷凝器的翅片有无倒片、松片、叠片及露铜现象,铜管有无氧化、凹陷、弯折现象。另外,由于冷凝器与蒸发器的翅片比较锋利,因此在拆装冷凝器或蒸发器时,严禁直接接触翅片,应佩戴好手套并做好防护工作,握住长U管或半圆管进行操作,如图8所示。
在更换蒸发器时,应先检查换.上的蒸发器及其连接的喇叭口有无毛刺管凹、沙眼等现象,然后用挫刀或螺丝刀对蒸发器边缘进行修整,使之与外壳吻合,最后将气液管穿过底座,放置于底座的相应卡槽内,如图9所示,并将各卡扣扣到位。为于便于安装气液管,安装时可拉开气液管组件,对其整形,但弯曲角度不能大于15°,如图10所示。
网友评论