对于电子设备来说,特别是使用时间较长的电子设备来说,内部的元件出现慌焊造战接触不良现象是常见的故障之一,也是比较难于查找的故障。
一、元件产生虚焊的常见原因
(1)焊锡熔点比较低,强度不大
由于焊锡熔点低,而元件引脚和固定元件的板子材料不同,其热膨胀系数不同,日久后,伴随着元件工作温度的变化,在热胀冷缩的作用力下,就会产生虚焊现象。
(2)元件引脚存在应力现象
如果元件安装不到位,或者元件比较重,或者固定元件的线路板存在变形,都会使得元件引脚对其焊点产生应力,在这个应力的长期作用下,就会产生虚焊现象。
(3)焊接时用锡量太少
在安装或维修过程中,焊接元件时用的焊锡太少,时间长后就比较容易产生虚焊现象。
(4)元件产生的高温引起其田定点焊锡变质
有的元件会产生较高的温度,在长期的高温作用下,固定点的焊锡重者会发生脱焊,轻者出现虚焊故障。
(5)元件引脚安装时没有处理好
在元件安装时或者在维修过程中,没有很好地对元件的引脚进行去脂去氧化层处理,或镀锡不好,这也是产生虚焊的常见原因之一。
(6)焊锡本身质量不良
如果同时有很多点都出现了虚焊故障,多数原因是因为焊锡本身质量不好引起的。
(7)线路板敷铜面质量不好
焊接之前线路板敷铜没有很好地进行去脂去氯化层和加涂防氧化涂敷、助焊处理,造成吃锡效果不好,日久后出现了虚焊现象。
二、虚焊故障常见的种类
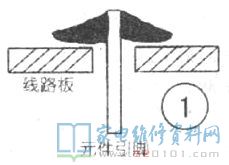
(1)虚焊部位在焊点与焊盘之间
如图1所示。产生这种虚焊现象的原因是虽然元件引脚处理得好,但线路板覆铜焊盘面上没有处理好,导致焊接时吃锡不充分造成的。这种慌焊现象由于隐藏在焊点下而,一般不容易发现。
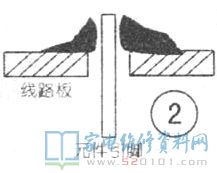
(2)虚焊点在元件引脚与焊点之间
如图2所示。产生的原因主要是元件引脚没有得到较好的处理,导致引脚与焊点不能很好地熔合。日久后元件引脚氧化现象加剧,形成时通时水通的接触不良现象。
(3)虚焊点产生在焊点中间
如图3所示。这类现象经常出现在工作温度比较高的元件周围。产生的原因主要是因为焊点处用锡量比较少,焊接温度太高(加速氧化)或太低,造成焊接质量差。这种焊点周围会有一圈比较明显的塌陷,且焊点不光滑,焊点颜色呈暗灰,因此相对来说,还是比较容易发现的。

三、虚焊点容易发生的部位
(1)体积和重量比较大的元件
部分元件本身的重量比较大,在安装或搬运的过程中容易产生应力。久后元件引脚就会逐渐与线路板分离,产生虚焊。
(2)经常会受到外力作用的元件
在电子设备中,为了与其他设备连接方便,设置了插接件,还有如各种微动开关之类器件。若这些经常受到外力作用或者使用不当会使这些元件产生松动,久而久之产生虚焊。
(3)工作温度比较高的元件
在电子设备中,不可避免地存在着一些工作温度比较高的元件,比如大功率电阻,大功率开关管和散热器周围元件等,这些元件由于本身的温度比较高,在热帐冷缩作用下其引脚很容易产生虚焊现象。
(4)线路板容易产生变形的部位
线路板有的部似没有固定,长期处于悬空状态,而有的固定不平整,容易出现变形。安装在变形部位的元件就比较容易出现虚焊现象。
(5)安装不合理的元件
元件与电路板不很相符,或是代用品,造成安装得很别扭,这些容易受到挤压,从而出现虚焊。
四、虚焊故障常用的检修方法
有的虚焊故障点非常隐蔽,所以在检修虚焊故障时要认真仔缃,要有足够的照明度,必要时还可以错助于放大镜和通表(万用表低阻挡)检查。
(1)震动法
当遇到虚焊现象时,可以采取敲击的方法求证实,用螺丝刀手炳轻轻敲击线路板,以确定虚焊点的位置。俺在采用敲击法时,应保证人身安全,同时也要保设备的安全,以免扩大故障范围。
(2)晃动法
就是用手或摄子对低电压元件逐个地进行晃动,以感觉元件有无松动现象,这主要应对比较大的元件进行晃动。另外,在用这种方法之前,应该对故障范围进行压缩,确定出故障的大致范围,否则而对众多元件,逐个晃动是很不现实的。
(3)补焊法
补焊法是当仔细检查后仍旧不能发现故障时进行的一种维修方法,就是对故障范围内的元件逐个进行焊接。这样,虽然没有发现真正故障点,但却能达到维修目的。
网友评论