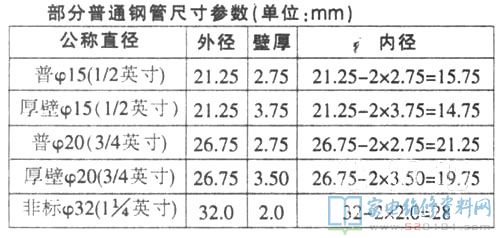
常见的带方位角指示器的锅体立柱包括静轴和旋轴。静轴和旋轴常用不同直径的钢管,比如φ15mm普通钢管,最大外径为21.25mm.在车床上车成外径≤19.75mm,才可导入外经为φ20mm、内径19.75mm的钢管中。还得在φ20mm钢管上电焊一块半圆形的带一条半圆弧的长孔盘台,此半圆弧长孔要用铣床加工。在旋轴上还得用电焊焊上方位角指针、旋动手柄等,很麻烦,不是普通卫视发烧友力所能及的(见下图1)。

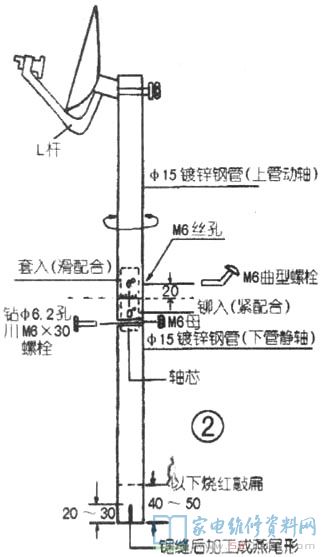
经笔者实践,试制成功不用车床、铣床、电焊等大型专用工具、只用普通卫视爱好者手边的简单工具,如手钢锯、手轮钻、手动锉刀、手锤等低成本小工具,便能加工成带简易方位角指示器、带静轴和旋轴、并可锁紧的多功能锅体立柱。其特点是加工过程简单易行,效果满意,在此与同好们交流共享(见下图2)。
一、准备
1.准备φ15mm镀锌钢管两根,上管400mm,下管若在阳台内使用为800mm,若在室外使用可缩短为400mm。要求钢管管口平整,全管平直。
2.M16×80mm全光螺栓(即全牙螺栓)1根。
3.M6×120mm螺栓1根。
4.M6×30mm六角螺栓1根,以及平垫、螺母。
二、加工
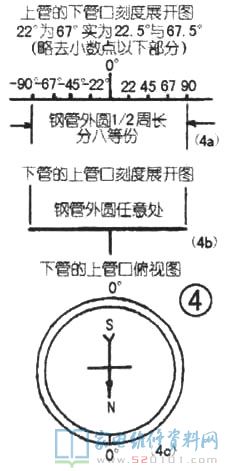
1.φ15mm钢管上管(即旋轴)的下管口按图4a用锯弓在外圆上锯上记号(不用锯太深,仅作记号用)。若有条件用6#钢字码(字码高度为6mm)在记号上打印0-2-4-6-9号码,表示0°-22.5°-45°-67.5°-90°。在0-2-4-6-9每两数字间1/2处用点冲(或M6丝锥的尾尖)冲印痕表示11.25°、33.75°、56.25°、78.75°。亦可不打印钢字码,在使用中只要心里有数也行。在上管口向上20mm处右侧钻φ15mm(静轴)的孔,上管口任意处锯刻一条0°记号线(见图4b)。
2.将M16×80螺栓锯掉六角肩拐,按图3制成轴芯,一端铆入(因静轴内径15.75mm小于轴芯直径15.8mm所以称为“铆”)静轴30mm。外露部分50mm用锉刀进行加工,边锉边试,使上管的下管口套入成滑配合即可,不能太松动。由于牙部锉磨容易,加工量很少,稍一大意,多锉一点,就容易松动!
3.将M6×120mm螺栓按图2所示在一半处弯成45°,备作上管旋轴锁紧螺栓用。
4.铆妥轴芯后,按图2所示的位置钻φ6.2mm通孔,穿入M6×30mm螺栓,另一端旋入M6螺母紧固。
5.将下管下部按图2要求在煤炉中烧红敲扁、锯缝,用大扳手向两边掰开成燕尾形,将燕尾浇埋人混凝土大块中,要求钢管保持直立,越直越好。混凝土的形状可方可圆或其他形状不限,重量大于20kg就行。若将静轴捆绑或固定在坚固的直立管柱上,可省却第5步骤。至此加工工序结束。
三、组装
1.将静轴固定在混凝土块或捆绑固定在直立的管柱上。
2.将旋轴套入轴芯后,再将Ku偏馈天线弃掉原有的S杆,浮固定在旋轴上端。
3.M6曲形螺栓浮旋入M6丝扣中。装配工作至此结束。
四、初步调整
1.利用指南针将静轴0°线调整在正北极(N),见上图4c。
2.将旋轴的0°线对准静轴的0°线,暂锁紧曲形螺栓。
3.将Ku锅的L形馈源杆调整指向正南极(S),锁紧锅后面的哈夫卡,锁紧后再核实一下L形馈源杆是否还指向正南。至此初步调整结束。
五、使用
松开曲形螺栓,手执锅的耳部,即可按常规方法调整方位角了。当锅体在-90°—90°之间转动,停于某一位置时,静轴0。线所对的旋轴的刻度即是本锅所对的方位角。锅体旋轴向东转,静轴的0°线对准挺轴0°—90°方向,方位角为负,反之为正。当曲形螺栓未松开时,锅体对正南,其方位角为180°。锅体转动角度45°,即45°+180°=225°(向西);锅体转动角度63°,即63°+180°=243°;转动-22.5°,即-22.5+180°=157°(向东);转动-33°,即-33°+180°=147°(向东)。225°、157°、253°、147°……等即是卫星接收机“寻星指导”菜单中指示的方位角的值。
本装置可视精度至少可达11°,刻度有17格,可减少盲目调整方位角,是比较实用的。
由于天线工作在露天,环境比较恶劣,最好所有元件都电镀锌,所用螺栓、螺母、垫圈必须使用镀锌的,以防腐蚀,以便延长使用寿命。
网友评论