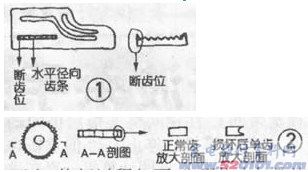
但是另外一台厦新SVD678A1超级VCD三碟机的出仓托盘减速第二圆形塑料齿轮坏后(不能出仓,有吱吱声),却不能采用上述方法修复(新齿无法买到)。因为此齿是多齿且较小,拆下查看已严重损坏,完好齿轮单齿垂直剖面为长方形,外边应垂直,损坏件剖面却为多边形,外边为弧度很大的弧形,如图2。
修复此齿花费功夫不少,修复过程如下:先用热水加洗洁精洗干净齿轮上的油污,晾干。再用衬衣衣领包装用的透明塑胶条(新衬衣包装盒内的包装材料,较硬较薄)加工成比齿条稍大的长方形小片若干,用502胶水小心地在坏齿两边各粘一小片(夹住坏齿),齿顶部交汇的部分也粘牢,相当于新造一个齿,其余20多个坏齿如法炮制。待胶水干透后,用美工刀片小心修去不要或超长部分,检查无误后加润滑脂,上机试机,进出仓自如,播放正常。
注意修复此种齿轮需要较好的耐心,此修理法适合多齿齿轮修复。
网友评论